Předcházení vadám vvstřikování plastůje klíčem k zajištění kvality a efektivity výrobního procesu. Níže uvádíme čtyři základní tipy, které vám pomohou vyhnout se běžným vadám:
Optimalizace parametrů vstřikování plastů
- Vstřikovací tlak a rychlostUjistěte se, že vstřikovací tlak a rychlost jsou upraveny podle materiálu a formy. Příliš vysoký tlak může vést k nadměrnému naplnění, zatímco příliš nízký tlak může vést k neúplnému naplnění.
- Teplota formyUdržování formy na správné teplotě je zásadní. Příliš studená forma může způsobit příliš rychlé tuhnutí materiálu, což vede k nedostatečným výstřikům nebo neúplnému naplnění. Na druhou stranu, nadměrné teplo může způsobit přepálení.
- Doba chlazeníUpravte dobu chlazení tak, aby díl správně ztuhl bez přechlazení, které by mohlo způsobit deformaci nebo smrštění.
Udržujte kvalitu a čistotu plísní
- Pravidelná kontrolaPravidelně kontrolujte formu, zda nevykazuje známky opotřebení, jako jsou prasklá jádra, opotřebované vyhazovací čepy nebo špatné vyrovnání, abyste předešli vadám, které by mohly ovlivnit konečný výrobek.
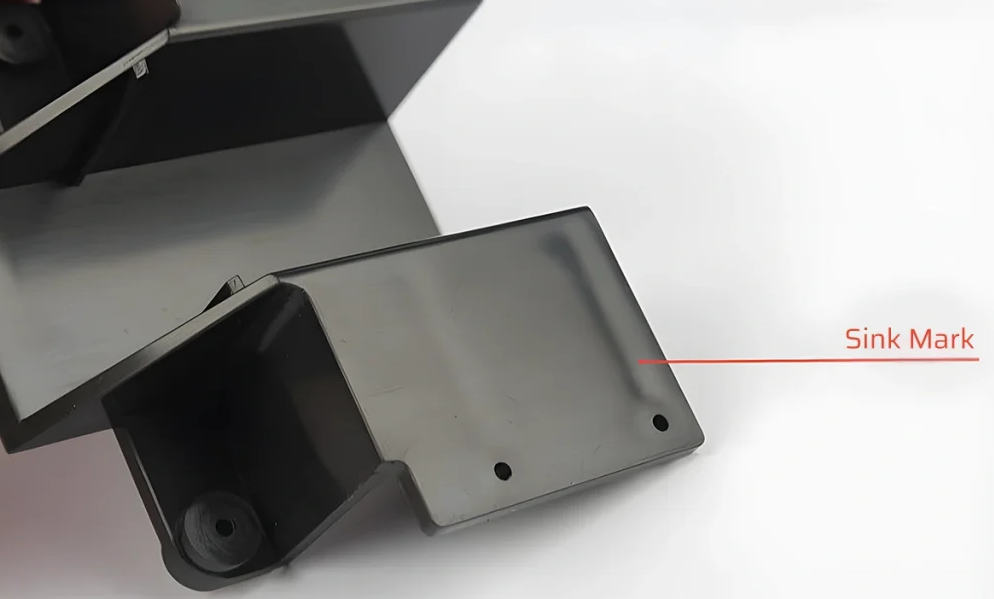
- Čištění plísníPravidelně čistěte formu, abyste odstranili oleje, zbytky a nečistoty, které by mohly ucpat větrací otvory nebo narušit tok materiálu a potenciálně způsobit vady, jako jsou stopy po spálení nebo propadlinách.
Používejte správnou manipulaci s materiálem
- Sušení pryskyřiceMnoho plastových pryskyřic absorbuje vlhkost, což může během vstřikování vést ke vzniku bublin nebo rozstřikování. Před použitím se ujistěte, že je pryskyřice důkladně vysušená.
- Kvalita materiáluVždy používejte vysoce kvalitní materiály, které splňují vaše specifikace. Nečistoty nebo odchylky ve složení materiálu mohou vést k problémům s tokem a rozměrovým nekonzistencím v konečném produktu.
Návrh pro vyrobitelnost
- Konzistence tloušťky stěnyZajistěte, aby konstrukce dílu měla konzistentní tloušťku stěn, abyste předešli problémům, jako je deformace, propadliny nebo krátké řezy. Postupné přechody v tloušťce jsou upřednostňovány před náhlými změnami.
- VětráníSprávné odvětrávání formy zabraňuje vzniku vzduchových záchytů, které mohou vést ke stopám po spálení nebo nerovnoměrnému plnění. Ujistěte se, že odvětrávací otvory mají vhodnou velikost pro formu a materiál.
- Návrh brány a běhounuDobře navržené brány a kluzné prvky jsou klíčové pro efektivní tok materiálu a mohou pomoci snížit pravděpodobnost vzniku vad, jako jsou svary nebo nerovnoměrné plnění.
Optimalizací těchto aspektů procesu vstřikování plastů můžete snížit počet vad, zlepšit kvalitu dílů a zvýšit celkovou efektivitu vaší výroby.
Čas zveřejnění: 27. února 2025


