Ngăn ngừa khuyết tật trongép phun nhựalà chìa khóa để đảm bảo chất lượng và hiệu quả của quy trình sản xuất. Dưới đây là bốn mẹo thiết yếu giúp tránh các lỗi thường gặp:
Tối ưu hóa các thông số ép phun
- Áp suất và tốc độ phun: Đảm bảo áp suất và tốc độ phun được điều chỉnh phù hợp với vật liệu và khuôn. Áp suất quá cao có thể dẫn đến đóng gói quá mức, trong khi áp suất quá thấp có thể dẫn đến việc đóng gói không đầy đủ.
- Nhiệt độ khuôn: Việc giữ khuôn ở nhiệt độ thích hợp là rất quan trọng. Khuôn quá lạnh có thể khiến vật liệu đông cứng quá nhanh, dẫn đến hiện tượng bắn thiếu hoặc bắn không hết. Mặt khác, nhiệt độ quá cao có thể gây ra hiện tượng bắn keo.
- Thời gian làm mát: Điều chỉnh thời gian làm nguội để bộ phận có thể đông cứng đúng cách mà không bị nguội quá mức, có thể gây cong vênh hoặc co ngót.
Duy trì chất lượng và độ sạch của khuôn
- Kiểm tra thường xuyên:Kiểm tra khuôn thường xuyên để phát hiện các dấu hiệu hao mòn, chẳng hạn như lõi bị nứt, chốt đẩy bị mòn hoặc không thẳng hàng, nhằm ngăn ngừa các khuyết tật có thể ảnh hưởng đến sản phẩm cuối cùng.
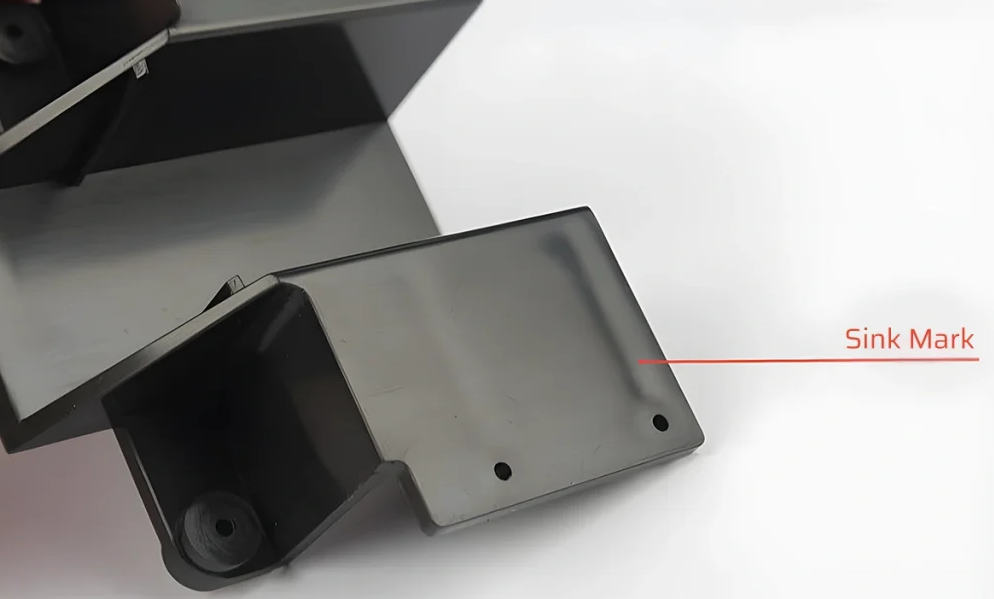
- Làm sạch nấm mốc: Vệ sinh khuôn thường xuyên để loại bỏ dầu, cặn bã và mảnh vụn có thể làm tắc lỗ thông hơi hoặc làm gián đoạn dòng chảy vật liệu, có khả năng gây ra các khuyết tật như vết cháy hoặc vết lún.
Sử dụng vật liệu xử lý thích hợp
- Làm khô nhựa: Nhiều loại nhựa hấp thụ độ ẩm, có thể gây ra bong bóng hoặc vết loang lổ trong quá trình tiêm. Đảm bảo nhựa được sấy khô hoàn toàn trước khi sử dụng.
- Chất lượng vật liệu: Luôn sử dụng vật liệu chất lượng cao đáp ứng thông số kỹ thuật của bạn. Chất gây ô nhiễm hoặc sự thay đổi trong thành phần vật liệu có thể dẫn đến các vấn đề về lưu lượng và kích thước không đồng nhất trong sản phẩm cuối cùng.
Thiết kế cho khả năng sản xuất
- Độ dày thành đồng nhất: Đảm bảo thiết kế chi tiết có độ dày thành đồng nhất để tránh các vấn đề như cong vênh, vết lõm hoặc vết cắt ngắn. Độ dày thay đổi dần dần được ưu tiên hơn là thay đổi đột ngột.
- Thông gió: Việc thông gió đúng cách trong khuôn giúp ngăn ngừa tình trạng kẹt khí, có thể dẫn đến cháy khét hoặc đổ khuôn không đều. Đảm bảo các lỗ thông gió có kích thước phù hợp với khuôn và vật liệu.
- Thiết kế cổng và thanh dẫn hướng:Các cổng và thanh dẫn được thiết kế tốt đóng vai trò quan trọng trong việc lưu chuyển vật liệu hiệu quả và có thể giúp giảm khả năng xảy ra các khuyết tật như đường hàn hoặc độ đầy không đều.
Bằng cách tối ưu hóa các khía cạnh này của quy trình ép phun, bạn có thể giảm thiểu khuyết tật, cải thiện chất lượng bộ phận và tăng hiệu quả tổng thể của hoạt động sản xuất.
Thời gian đăng: 27-02-2025


