Förebyggande av defekter iformsprutning av plastär nyckeln till att säkerställa tillverkningsprocessens kvalitet och effektivitet. Nedan följer fyra viktiga tips för att undvika vanliga fel:
Optimera formsprutningsparametrar
- Injektionstryck och hastighetSe till att insprutningstrycket och hastigheten är justerade efter materialet och formen. För högt tryck kan leda till överpackning, medan för lågt tryck kan resultera i ofullständig fyllning.
- MögeltemperaturAtt hålla formen vid rätt temperatur är avgörande. En form som är för kall kan göra att materialet stelnar för snabbt, vilket leder till korta sprutor eller ofullständiga fyllningar. Å andra sidan kan överdriven värme orsaka flamning.
- KylningstidJustera kylningstiden så att delen stelnar korrekt utan överkylning, vilket kan orsaka skevhet eller krympning.
Bibehåll mögelkvalitet och renlighet
- Regelbunden inspektionInspektera regelbundet formen för tecken på slitage, såsom spruckna kärnor, slitna utstötarstift eller feljustering, för att förhindra defekter som kan påverka slutprodukten.
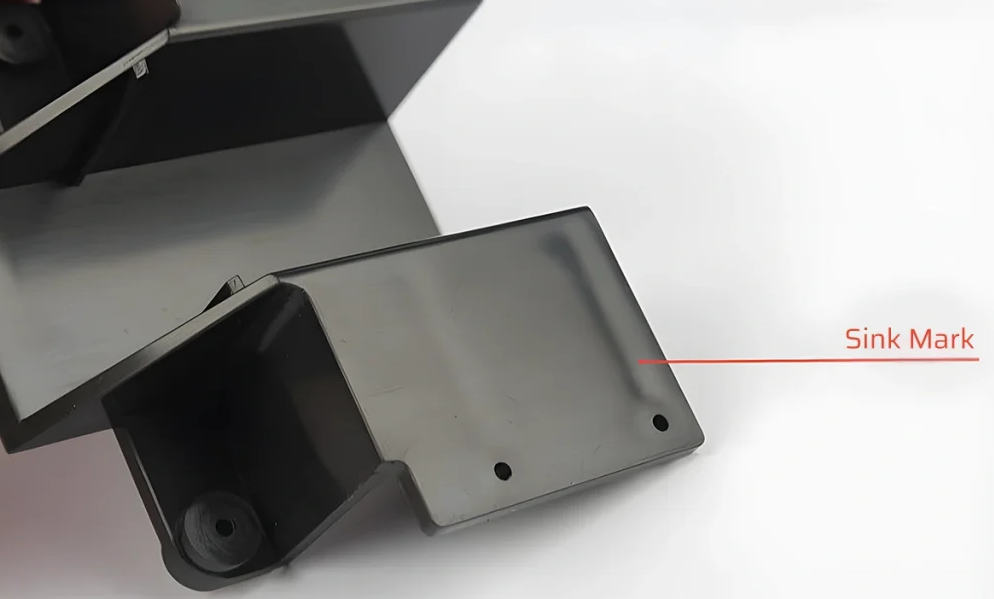
- MögelrengöringRengör formen regelbundet för att ta bort oljor, rester och skräp som kan täppa till ventiler eller störa materialflödet, vilket potentiellt kan orsaka defekter som brännmärken eller sjunkmärken.
Använd korrekt materialhantering
- Torkning av hartsetMånga plasthartser absorberar fukt, vilket kan resultera i bubblor eller sprickmärken under injektion. Se till att hartset är ordentligt torkat före användning.
- MaterialkvalitetAnvänd alltid högkvalitativa material som uppfyller dina specifikationer. Föroreningar eller variationer i materialsammansättningen kan leda till flödesproblem och dimensionella inkonsekvenser i slutprodukten.
Design för tillverkningsbarhet
- VäggtjocklekskonsistensSäkerställ att detaljens konstruktion har konsekventa väggtjocklekar för att undvika problem som skevhet, sjunkmärken eller korta snitt. Gradvisa övergångar i tjocklek är att föredra framför abrupta förändringar.
- VentilationKorrekt ventilation i formen förhindrar luftfällor, vilket kan leda till brännmärken eller ojämn fyllning. Se till att ventilerna är lämpligt dimensionerade för formen och materialet.
- Grind- och löpardesignVäl utformade portar och löpare är avgörande för ett effektivt materialflöde och kan bidra till att minska sannolikheten för defekter som svetslinjer eller ojämn fyllning.
Genom att optimera dessa aspekter av formsprutningsprocessen kan du minska defekter, förbättra delkvaliteten och öka den totala effektiviteten i din tillverkningsprocess.
Publiceringstid: 27 februari 2025


