
د تولید ساحه له اوږدې مودې راهیسې د دودیزو کاسټینګ تخنیکونو لخوا تسلط لري، یوه پخوانۍ پروسه چې د پیړیو راهیسې وده کړې. په هرصورت، د فلزي 3D چاپ ټیکنالوژۍ راتګ د فلزي برخو جوړولو په اړه زموږ د چلند بدلون راوستی دی. د دې دوو تولیدي میتودونو ترمنځ پرتله کول - د فلزي 3D چاپ او دودیز کاسټینګ - د توپیر کیسه رابرسیره کوي، چیرې چې لرغوني او عصري تخنیکونه په مختلفو صنعتونو کې د برتری لپاره مبارزه کوي.
په دې تفصيلي پرتله کولو کې، موږ به د دې ترمنځ بنسټیز توپیرونه وپلټومستقیم فلزي لیزر سینټرینګ (DMLS)، د فلزي 3D چاپ کولو او دودیز کاسټینګ کې یو مشهور میتود. د دې سپړنې له لارې، موږ به څنګه فکتورونه لکهد برخې ډیزاین, د تولید مقدارونه، اود وړاندې کولو وختونهستاسو د تولید پروسې انتخاب اغیزمن کړي.
د اساساتو پوهیدل: د فلزي 3D چاپ کول د دودیز کاسټینګ په مقابل کې
مخکې له دې چې د دې دوو تولیدي پروسو ترمنځ توپیرونو ته وګورو، راځئ چې د دوی په ساده بڼو کې د کار کولو څرنګوالي په پام کې نیولو سره یو اساس جوړ کړو.
دودیز کاسټینګ: یوه پخوانۍ پروسه
کاسټینګ یو لرغونی تخنیک دی چې په هغه کې ویلې شوی فلز (یا پلاستیک) په یوه قالب کې اچول کیږي چې د وروستۍ برخې شکل غار لري. د وخت په تیریدو سره، مایع فلز سړه کیږي، کلک کیږي، او د قالب بڼه اخلي. بیا کلک شوی برخه له قالب څخه لرې کیږي، چې وروسته د پای ته رسولو هر ډول کار، لکه ماشین کول یا پالش کول، ممکن اړین وي.
پداسې حال کې چې دودیز کاسټینګ د لوی پیمانه تولید لپاره لوړ اعتبار وړاندې کوي، دا یونسبتا ورو پروسه. د قالبونو جوړول ګران او وخت نیونکی کیدی شي، او د یخولو او ټینګیدو مرحله ډیری وختونه ورو وي. سربیره پردې، د پای ته رسولو اړتیا ممکن ټول وخت وغځوي.
د فلزي درې بعدي چاپ: د طبقې په طبقه یو چلند
برعکس، د فلزي 3D چاپ کارول کیږيد اضافه کولو تولیدد پرزو طبقه په طبقه جوړول. دا پروسه معمولا پکې شامله دهپوډر شوی فلز or فلزي تارونهکوم چې په انتخابي ډول د لوړ ځواک لرونکي لیزرونو یا نورو انرژي سرچینو لخوا یوځای شوي دي. د هر طبقې بشپړیدو وروسته، د جوړولو پلیټ فارم یو څه ښکته حرکت کوي، او د پوډر یوه تازه طبقه زیرمه کیږي.
دا طبقه په طبقه طریقه خورا انعطاف وړاندې کوي، چې د برخو جوړولو ته اجازه ورکويپیچلي هندسياو لوړ دقت. پداسې حال کې چې د چاپ پروسه پخپله وخت نیسي - په ځانګړي توګه د لویو برخو لپاره - پایلې ډیری وختونه د هغه دقت او پیچلتیا څخه ډیر وي چې دودیز کاسټینګ یې چمتو کولی شي.
د پام وړ مهم عوامل: د برخې ډیزاین، مقدار، او د سپارلو وختونه
د کارولو پریکړهفلزي درې بعدي چاپپه مقابل کېدودیز کاسټینګپه څو مهمو عواملو پورې اړه لري، په شمول دد برخې ډیزاین پیچلتیا، دد اړتیا وړ برخو مقدار، او دد وړاندې کولو وختونهد سپارلو لپاره اړین دی. راځئ چې دا عوامل په ډیر تفصیل سره وپلټو.
د برخې ډیزاین: کومه پروسه پیچلتیا په ښه توګه اداره کوي؟
کاسټینګ: د ساده برخو لپاره مناسب
کاسټینګ د برخو جوړولو لپاره یو غوره انتخاب دیساده هندسيیا هغه برخې چې پیچلي داخلي ځانګړتیاو ته اړتیا نلري. که چیرې د برخې ډیزاین نسبتا ساده وي، نو کاسټینګ کولی شي اغیزمن او ارزانه وي. په هرصورت، لکه څنګه چې د برخې پیچلتیا زیاتیږي، دودیز کاسټینګ د ځینو محدودیتونو سره مخ کیږي.
- په جریان او تفصیل کې محدودیتونه: کله چې معامله کوئکوچني یا پیچلي ځانګړتیاوې، اچول ستونزمن کیږي. مایع فلزات په کوچنیو چینلونو یا په قالب کې پیچلي غارونو ته د جریان ستونزه لري، چې ډیری وختونه دنیمګړې یا خرابې جوړې شوې برخېد مثال په توګه، هغه برخې چې نري دیوالونه، داخلي تشې، یا پیچلي جیومیټري لري ممکن د کاسټ کولو له لارې په سمه توګه نه جوړیږي.
- د مولډ ډیزاین محدودیتونه: سربیره پردې، قالب پخپله محدودیتونه وړاندې کوي. پیچلي قالبونه نه یوازې ګران او د جوړولو لپاره وخت نیسي بلکه د موادو جریان، د یخولو کچه، او د جامد کیدو پرمهال د انقباض په څیر فکتورونو ته هم اړتیا لري.
د فلزي درې بعدي چاپ: په پیچلتیا کې آزادي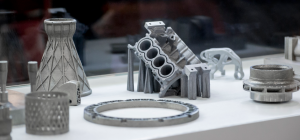
په مقابل کې،فلزي درې بعدي چاپد پیچلو او پیچلو ډیزاینونو سره معامله کولو کې وده کوي. د پرت په پرت پروسه تولید کونکو ته دا توان ورکوي چې د پرزو سره جوړ کړيښه داخلي جوړښتونه, پیچلي هندسي، اودودیز شوي ځانګړتیاوېدا به د کاسټ کولو له لارې ترلاسه کول تقریبا ناممکن وي.
- پیچلي ډیزاینونه: کوچني سوري، تشې، یا داخلي چینلونه - هغه ځانګړتیاوې چې اچول به یې ستونزمن وي - په اسانۍ سره په 3D چاپ شوي برخه کې رامینځته کیدی شي.
- اصلاح کول: که ستاسو ډیزاین پرله پسې بدلونونو یا تکرارونو ته اړتیا ولري، د فلزي 3D چاپ کول د نوي مولډونو یا وسیلو اړتیا پرته د ګړندي سمونونو لپاره اجازه ورکوي. په ساده ډول د نوي ډیزاین فایل اپلوډ کړئ او د تولید پروسې ته دوام ورکړئ.
سربېره پر دې،درې بعدي چاپنور ملاتړ کوينوښتګر جیومیټريلکهد جالیو جوړښتونه، داخلي یخولو چینلونه، او عضوي شکلونه چې د موادو کارول کموي او د برخو فعالیت ښه کوي.
دقت: کومه پروسه غوره دقت وړاندې کوي؟
کاسټینګ: د زغم او کمښت سره ننګونې
کله چې دقت ته راځي،دودیز کاسټینګیوه ننګونه کیدی شي. که څه هم کاسټینګ کولی شي په مناسب ډول لوړ زغم ترلاسه کړي، دد موادو انقباضلکه څنګه چې دا سړه کیږي د وروستۍ برخې په ابعادو کې تغیرات معرفي کوي. دا پدیده، چې دد کاسټ کولو انقباض، د فلزاتو د انقباض پایله ده ځکه چې دا له مایع څخه جامد حالت ته لیږدول کیږي.
- د مجلس مسایل: د هغو برخو لپاره چې اسمبلۍ ته اړتیا لري، کاسټینګ کولی شي نورې ننګونې وړاندې کړي. پیچلي اسمبلۍ ډیری وختونه بریزینګ یا ویلډینګ ته اړتیا لري، هغه پروسې چې کولی شي غلطۍ معرفي کړي او د برخې عمومي بشپړتیا سره جوړجاړی وکړي.
- د موادو او تودوخې حساسیت: د کاسټ کولو دقت د کارول شوي موادو ډول او هغه تودوخې پورې هم اغیزمن کیږي چې پکې اچول کیږي. د تودوخې یا د موادو کیفیت کې لږ توپیر کولی شي په وروستۍ برخه کې ناانډولۍ رامینځته کړي.
د فلزي درې بعدي چاپ: دقت او دوام
د فلزي درې بعدي چاپ غوره والی لري کله چې خبره راځيدقتد. کارولد لیزر سینټرینګ(د DMLS په څیر پروسو کې) د برخې په اړه ښه کنټرول ته اجازه ورکويابعاد، هغه برخې تولیدوي چېد CAD مشخصاتو ته په دقت سره پابند اوسئ.
- نږدې صفر انقباض: د فلزي درې بعدي چاپ شوي برخې لږترلږه انقباض ښیې، ځکه چې لیزر په کنټرول شوي چاپیریال کې د فلزي پوډر په دقیق ډول سره یوځای کوي، ډاډ ترلاسه کوي چې برخې خپل ډیزاین شوي ابعاد ساتي.
- تسلسل: څرنګه چې درې بعدي چاپ ډېر لوړ دیاتومات شویپروسه، دا په څو بستونو کې ثابتې پایلې وړاندې کوي. د کنټرول دا کچه ډاډ ورکوي چې هره برخه د اندازې، شکل او سطحې پای له مخې نږدې ورته وي.
سربیره پردې،درې بعدي چاپد فوري ګټېغبرګونله لارېد تولید لپاره ډیزاین (DFM)وسایل، کوم چې د CAD فایل تحلیل کوي ترڅو د تولید وړتیا ډاډمن کړي او په ریښتیني وخت کې سپارښتنې وړاندې کړي.
د پرزو اندازه: هره پروسه څنګه لویې یا کوچنۍ برخې اداره کوي؟
کاسټینګ: د لویو برخو لپاره مثالی
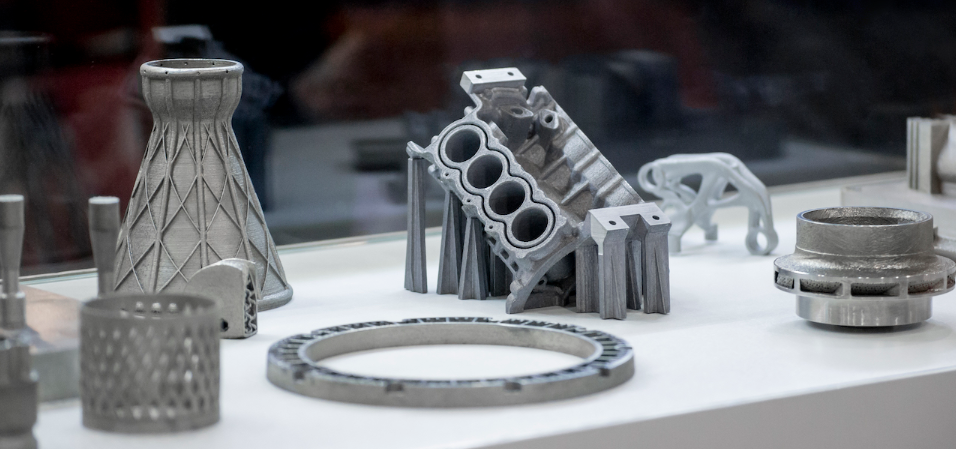
دودیز کاسټینګ د لویو برخو جوړولو لپاره خورا مناسب دی، ځکه چې دا کولی شي په مؤثره توګه توکي تولید کړي لکهد انجن بلاکونه, د توربین تیغونه، اود پل اجزاد کاسټ کولو پیمانه او ټینګښت دا د لویو او غټو برخو د جوړولو لپاره یوه غوره طریقه ګرځوي.
په هرصورت، د هغو برخو پیمانه محدودیت لري چې په اقتصادي توګه کارول کیدی شي. د یوې لویې برخې لپاره د قالب جوړول په تجهیزاتو، ځای او سرچینو کې د پام وړ پانګونې ته اړتیا لري.
د فلزي درې بعدي چاپ: په اندازه کې حدود غځول
په داسې حال کې چېفلزي درې بعدي چاپپه عمومي ډول د کوچنیو برخو د تولید لپاره ښه پیژندل کیږي، عصري پرمختګونه د لویو برخو تولید هم فعالوي. ډیری لوړ پاید درې بعدي فلزي چاپګرونهکولی شي دومره لویې برخې جوړې کړي لکه څنګه چې۳۱.۵ انچه x ۱۵.۷ انچه x ۱۹.۷ انچه (۴۰۰ ملي متره x ۸۰۰ ملي متره x ۵۰۰ ملي متره). په هرصورت، لویې برخې لاهم شتون لري aد چاپ وخت اوږد دیاو ممکن اړتیا ولريد چاپ ګڼې غونډېبشپړول.
- ماډلر تولید: د لویو برخو لپاره،فلزي درې بعدي چاپد کوچنیو برخو د جوړولو امکان وړاندې کوي چې وروسته راټول کیدی شي. دا کیدی شي ډیر ويارزانهد دودیزو میتودونو په پرتله چې لویو قالبونو ته اړتیا لري، چلند.
د کمیت په اړه نظرونه: د ټیټ حجم په مقابل کې د لوړ حجم تولید
کاسټینګ: د لوړ حجم تولید لپاره غوره
کاسټینګ په لوړ حجم تولید کې ځلیږي. دا پروسه د لګښت له پلوه ډیره اغیزمنه کیږي ځکه چې د برخو شمیر زیاتیږي. د لومړني لګښتونود قالب جوړوللوړ دي، خو د تولید د کچې په لوړېدو سره، د هر واحد لګښت په ډراماتیک ډول کمېږي.
په هرصورت، د ټیټ حجم منډو لپاره د قالبونو جوړول یومالي بارد قالب د تنظیم لګښت او د فاونډري ظرفیت لپاره د انتظار وخت کولی شي د پرزو کوچنۍ چلول غیر عملي کړي.
د فلزي درې بعدي چاپ: د ټیټ حجم موثریت
برعکس، د فلزي 3D چاپ کول د دې لپاره مثالی دید کم حجم تولید. څرنګه چې د قالبونو یا وسایلو اړتیا نشته، تولیدونکي کولی شي د دودیز کاسټینګ لومړني اضافي لګښتونو پرته د پرزو کوچنۍ ډلې رامینځته کړي.
- په تولید کې انعطاف پذیري: په یوه ډله کې په یو وخت کې د څو کوچنیو برخو چاپ کول کولی شي د تولید وخت ګړندی کړي. سربیره پردې،د DMLSاو نوردرې بعدي چاپتخنیکونه د اسانه پروټوټایپ او تعدیلاتو لپاره اجازه ورکوي، د پراخو بیا رغونې یا ځنډونو اړتیا له منځه وړي.
د کار وختونه: د تولید چټکول
کاسټ کول: اوږده مخکښ وختونه
په دودیز کاسټینګ کې د لیډ وختونه خورا اوږد کیدی شي، په ځانګړي توګه کله چېنوي قالبونهاړین دي یا کله چېد فابریکو فابریکېد انتظار اوږده لیستونه ولرئ. حتی که تاسو دمخه یو موجوده قالب لرئ، دد اچولو پروسهپخپله څو اونۍ یا حتی میاشتې وخت نیولی شي، په ځانګړې توګه د لویو یا پیچلو برخو لپاره. سربیره پردې، که چیرې په قالب یا ډیزاین کې غلطۍ شتون ولري، نو مهال ویش بیا تنظیم کیږي.
د فلزي درې بعدي چاپ: چټک بدلون
له بلې خوا،فلزي درې بعدي چاپد تحویل وخت کې ډراماتیک کمښت چمتو کوي. برخې ډیری وختونه دننه چاپ کیدی شيورځې، حتی د لویو، ډیرو پیچلو برخو لپاره. پداسې حال کې چې لویې برخې ممکن د چاپ لپاره ډیر وخت ونیسي، دانعطاف او سرعتد اضافه کولو تولید لخوا وړاندې کیږيبې ساريد دودیزو میتودونو په پرتله.
غوښتنلیکونه: کومه طریقه د مختلفو صنعتونو لپاره غوره کار کوي؟
کاسټینګ: د درنو صنعت ملا تیر
دودیز کاسټینګ په هغو صنعتونو کې تسلط لري چیرې چېد برخې اندازهاوقوتمهم دي. دا په پراخه کچه په صنعتونو کې کارول کیږي لکه:
- ترانسپورت: د موټرو پرزې لکه د انجن بلاکونه، د لیږد پوښونه، او د تعلیق اجزا.
- فضايي او سمندري: اجزا لکهد توربین تیغونه, پروپیلرونه، اوساختماني برخې.
- درانه ماشینونه: لویې برخې چې اړتیا لريقوتاودواملکههیدرولیک سیسټمونهاود انجن اجزا.
دا صنعتونه د کاسټینګ له وړتیا څخه ګټه پورته کوي چې قوي، لوی پیمانه پرزې تولید کړي، که څه هم ډیزاین ممکن پیچلي ځانګړتیاو ته اړتیا ونلري.
د فلزي درې بعدي چاپ: مخکښ نوښت
برعکس، د فلزي درې بعدي چاپ اکثرا د هغو برخو لپاره کارول کیږي چې اړتیا لريدقت, دودیزول، یاپیچلي هندسيدا په لاندې برخو کې د پام وړ رول لري:
- پروټوټایپ کول: په چټکۍ سره د پروټوټایپونو تولید وړتیاد تولید درجې فلزاتد شرکتونو د محصول پراختیا ته د تګ لاره بدله کړې ده.
- فضايي: پیچلې برخې لکهد توربین تیغونه or د سونګ موادو نوزلونهچې داخلي یخولو چینلونو یا غوره شوي شکلونو ته اړتیا لري.
- طبي وسایل: د ناروغ د اناتومي سره سم جوړ شوي ځانګړي امپلانټونه، جراحي وسایل، او مصنوعي غړي.
هایبرډ طریقې: د دواړو میتودونو څخه ګټه پورته کول
په زړه پورې خبره دا ده چې ځینې شرکتونه اوس د دواړو تولیدي میتودونو ترکیب لټوي. د مثال په توګه،د فلزي درې بعدي چاپ شوي قالبونهد اسانتیا لپاره کارول کیدی شيکاسټینګ، تولید کونکو ته اجازه ورکوي چې د اضافه کولو تولید انعطاف او د دودیز کاسټینګ تولید موثریت څخه ګټه پورته کړي.
چټکه پرتله کول: کاسټینګ د فلزي 3D چاپ په مقابل کې
| ځانګړتیا | کاسټینګ | د فلزي درې بعدي چاپ |
|---|---|---|
| د مخکښو وختونو | اوږد (کیدای شي له یو کال څخه زیات شي) | چټک (معمولا له ورځو څخه تر اونیو پورې) |
| د تولید شتون | محدود فابریکې، مخکې له مخکې بک شوي | د ماشینونو زیاتیدونکی شمیر، د ظرفیت زیاتوالی |
| د برخې بدلونونه | بدلونونه نوي قالبونو ته اړتیا لري | د CAD تازه معلوماتو له لارې فوري بدلونونه |
| د پیل لګښتونه | ګران بیه قالبونه | هیڅ وسیلې ته اړتیا نشته |
| د ټوټې برخې لګښت | د لوړ مقدار سره ټیټ | په کم مقدار کې لوړ، مګر د پیمانې سره ډیر نه کمیږي |
| د موادو انتخاب | پراخه ډولونه شتون لري | محدود، خو د المونیم، ټایټانیوم، او سټینلیس سټیل په څیر مهمو فلزاتو سره پراخیږي |
پایله: د فلزي تولید راتلونکی
دواړهفلزي درې بعدي چاپاودودیز کاسټینګد غوښتنلیک پورې اړه لري ځانګړي ګټې وړاندې کوي. پداسې حال کې چې دودیز کاسټینګ د لویو، ساده برخو لپاره غوره انتخاب پاتې کیږي چې په لوړ حجم کې تولید کیږي،فلزي درې بعدي چاپپه ساحه کې غوره دیدودیزول, پیچلتیا، اود ټیټ څخه تر منځني حجم پورې چلېږي.
As د اضافه کولو تولیدد پرمختګ په حال کې، د فلزي 3D چاپ کولو انعطاف او موثریت د دودیز کاسټینګ برتری ننګولو لپاره چمتو دی، په ځانګړي توګه په هغو صنعتونو کې چې دقت او سرعت ته اړتیا لري.
د ډیری شرکتونو لپاره، راتلونکې ممکن دهایبرډ چلند، د دواړو نړۍ غوره ترکیب کول. که تاسو د فلزي 3D چاپ، دودیز کاسټینګ، یا د دواړو ترکیب غوره کوئ، د هرې پروسې د قوتونو او محدودیتونو پوهیدل به تاسو سره ستاسو د تولید اړتیاو لپاره خورا باخبره پریکړه کولو کې مرسته وکړي.
د پوسټ وخت: جنوري-۲۲-۲۰۲۵


