
Alam pembuatan telah lama dikuasai oleh teknik tuangan tradisional, proses lama yang telah berkembang selama berabad-abad. Walau bagaimanapun, kemunculan teknologi percetakan 3D logam telah merevolusikan cara kami mendekati penciptaan bahagian logam. Perbandingan antara dua kaedah pembuatan ini—pencetakan 3D logam dan tuangan tradisional—membuka naratif kontras, di mana teknik purba dan moden bertarung untuk ketuanan dalam pelbagai industri.
Dalam perbandingan terperinci ini, kami akan meneroka perbezaan asas antaraPensinteran Laser Logam Langsung (DMLS), kaedah popular dalam percetakan 3D logam, dan tuangan tradisional. Melalui penerokaan ini, kami akan menangani bagaimana faktor sepertireka bentuk bahagian, kuantiti pengeluaran, danmasa memimpinmempengaruhi pilihan proses pembuatan anda.
Memahami Asas: Pencetakan 3D Logam lwn Casting Tradisional
Sebelum menyelami perbezaan antara kedua-dua proses pembuatan ini, mari kita wujudkan garis dasar dengan melihat cara ia berfungsi dalam bentuk yang paling mudah.
Pemutus Tradisional: Proses Lama
Tuangan ialah satu teknik yang mengikut masa di mana logam cair (atau plastik) dituangkan ke dalam acuan yang mengandungi rongga bentuk bahagian akhir. Dari masa ke masa, logam cecair menyejuk, memejal, dan mengambil bentuk acuan. Bahagian pepejal kemudian dikeluarkan dari acuan, selepas itu sebarang kerja kemasan, seperti pemesinan atau penggilapan, mungkin diperlukan.
Walaupun tuangan tradisional menawarkan kebolehpercayaan yang tinggi untuk pengeluaran berskala besar, ia adalah aproses yang agak perlahan. Penciptaan acuan boleh menjadi mahal dan memakan masa, dan fasa penyejukan dan pemejalan selalunya perlahan. Selain itu, keperluan untuk sentuhan akhir mungkin memanjangkan garis masa keseluruhan.
Percetakan 3D Logam: Pendekatan Lapisan demi Lapisan
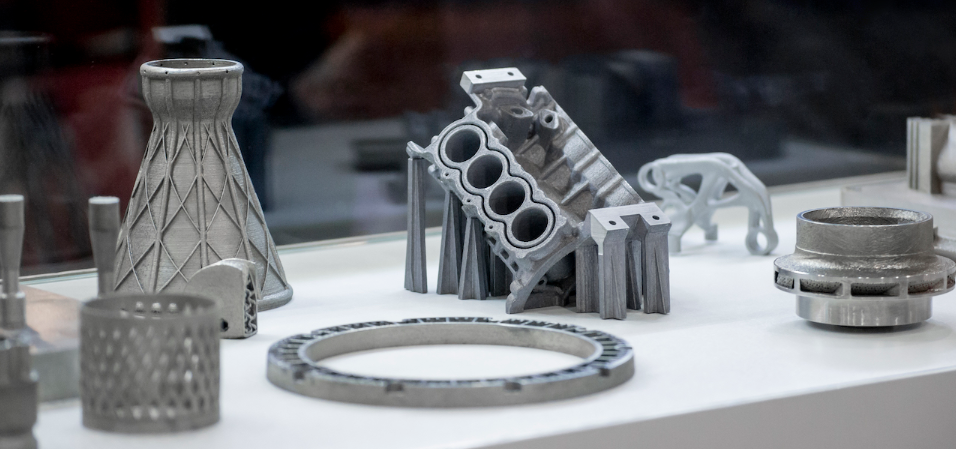
Sebaliknya, percetakan 3D logam menggunakanpembuatan bahan tambahanuntuk membina bahagian lapisan demi lapisan. Proses ini biasanya melibatkanlogam serbuk or filamen logamyang digabungkan secara terpilih oleh laser berkuasa tinggi atau sumber tenaga lain. Selepas setiap lapisan selesai, platform binaan bergerak ke bawah sedikit, dan lapisan serbuk segar didepositkan.
Pendekatan lapisan demi lapisan ini menawarkan fleksibiliti yang besar, membolehkan penciptaan bahagian dengangeometri yang rumitdan berketepatan tinggi. Walaupun proses pencetakan itu sendiri boleh memakan masa—terutamanya untuk bahagian yang lebih besar—hasilnya selalunya melebihi ketepatan dan kerumitan yang boleh diberikan oleh tuangan tradisional.
Faktor Utama untuk Dipertimbangkan: Reka Bentuk Bahagian, Kuantiti dan Masa Utama
Keputusan untuk menggunakanpercetakan 3D logamberbandinglakonan tradisionalbergantung pada beberapa faktor kritikal, termasukkerumitan reka bentuk bahagian, yangkuantiti bahagian yang diperlukan, danmasa memimpindiperlukan untuk penghantaran. Mari kita terokai faktor-faktor ini dengan lebih terperinci.
Reka Bentuk Bahagian: Proses Mana Yang Mengendalikan Kerumitan Lebih Baik?
Pemutus: Sesuai untuk Bahagian Mudah
Casting ialah pilihan yang sangat baik untuk mencipta bahagian dengangeometri mudahatau bahagian yang tidak memerlukan ciri dalaman yang rumit. Jika reka bentuk bahagian agak mudah, pemutus boleh menjadi cekap dan kos efektif. Walau bagaimanapun, apabila kerumitan bahagian meningkat, tuangan tradisional menghadapi had tertentu.
- Had dalam Aliran dan Perincian: Apabila berurusan denganciri-ciri kecil atau rumit, pemutus menjadi bermasalah. Logam cecair mengalami kesukaran mengalir ke saluran kecil atau rongga rumit dalam acuan, selalunya mengakibatkanbahagian yang tidak lengkap atau kurang terbentuk. Contohnya, bahagian dengan dinding nipis, lompang dalaman atau geometri kompleks mungkin tidak terbentuk dengan betul melalui tuangan.
- Kekangan Reka Bentuk Acuan: Selain itu, acuan itu sendiri mempunyai kekangan. Acuan kompleks bukan sahaja mahal dan memakan masa untuk dibuat tetapi juga memerlukan pertimbangan yang teliti terhadap faktor seperti aliran bahan, kadar penyejukan dan pengecutan semasa pemejalan.
Percetakan 3D Logam: Kebebasan dalam Kerumitan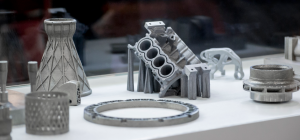
Sebaliknya,percetakan 3D logamberkembang pesat apabila berurusan dengan reka bentuk yang kompleks dan rumit. Proses lapisan demi lapisan membolehkan pengeluar membuat bahagian denganstruktur dalaman yang halus, geometri kompleks, danciri tersuaiitu hampir mustahil untuk dicapai melalui pemutus.
- Reka Bentuk Rumit: Lubang kecil, rongga atau saluran dalaman—ciri yang sukar untuk dipancarkan—boleh dibuat dengan mudah dalam bahagian bercetak 3D.
- Penyesuaian: Jika reka bentuk anda memerlukan tweak atau lelaran yang kerap, cetakan 3D logam membolehkan pelarasan pantas tanpa memerlukan acuan atau perkakas baharu. Cuma muat naik fail reka bentuk baharu dan teruskan proses pengeluaran.
Lebih-lebih lagi,Percetakan 3Dmenyokong lebihgeometri inovatifsepertistruktur kekisi, saluran penyejukan dalaman dan bentuk organik yang mengurangkan penggunaan bahan dan meningkatkan prestasi bahagian.
Ketepatan: Proses Mana Yang Menyampaikan Ketepatan Lebih Baik?
Pemutus: Cabaran dengan Toleransi dan Pengecutan
Apabila bercakap tentang ketepatan,lakonan tradisionalboleh menjadi cabaran. Walaupun pemutus boleh mencapai toleransi yang agak tinggi,pengecutan bahanapabila ia sejuk memperkenalkan kebolehubahan dalam dimensi bahagian akhir. Fenomena ini, dikenali sebagaipengecutan tuangan, adalah hasil daripada pengecutan logam apabila ia beralih daripada cecair kepada keadaan pepejal.
- Isu Perhimpunan: Untuk bahagian yang memerlukan pemasangan, tuangan boleh memberikan cabaran selanjutnya. Pemasangan yang kompleks selalunya memerlukan pematerian atau kimpalan, proses yang boleh menimbulkan ketidaktepatan dan menjejaskan integriti keseluruhan bahagian tersebut.
- Kepekaan Bahan dan Suhu: Ketepatan tuangan juga dipengaruhi oleh jenis bahan yang digunakan dan suhu di mana ia dituang. Sedikit perubahan dalam suhu atau kualiti bahan boleh menyebabkan ketidakkonsistenan pada bahagian akhir.
Percetakan 3D Logam: Ketepatan dan Ketekalan
Percetakan 3D logam cemerlang dalam halketepatan. Penggunaanpensinteran laser(dalam proses seperti DMLS) membolehkan kawalan halus ke atas bahagian itudimensi, menghasilkan bahagian yangmematuhi spesifikasi CAD.
- Berhampiran Pengecutan Sifar: Bahagian bercetak 3D logam mempamerkan pengecutan yang minimum, kerana laser menyatukan serbuk logam dengan tepat dalam persekitaran terkawal, memastikan bahagian mengekalkan dimensi reka bentuknya.
- Konsisten: Memandangkan percetakan 3D adalah sangatautomatikproses, ia menawarkan hasil yang konsisten merentas berbilang kelompok. Tahap kawalan ini memastikan setiap bahagian adalah hampir sama dari segi saiz, bentuk dan kemasan permukaan.
Selain itu,Percetakan 3Dfaedah daripada serta-mertamaklum balasmelaluiReka Bentuk untuk Pembuatan (DFM)alat, yang menganalisis fail CAD untuk memastikan kebolehkilangan dan memberikan cadangan masa nyata.
Saiz Bahagian: Bagaimana Setiap Proses Mengendalikan Bahagian Besar atau Kecil?
Casting: Sesuai untuk Bahagian yang Lebih Besar
Tuangan tradisional sangat sesuai untuk mencipta bahagian yang besar, kerana ia boleh mengeluarkan barangan sepertiblok enjin, bilah turbin, dankomponen jambatan. Skala dan keteguhan tuangan menjadikannya kaedah utama untuk mengeluarkan bahagian yang besar dan lebih besar.
Walau bagaimanapun, terdapat had pada skala bahagian yang boleh dibuang secara ekonomi. Mencipta acuan untuk bahagian besar memerlukan pelaburan yang besar dalam peralatan, ruang dan sumber.
Percetakan 3D Logam: Menolak Sempadan dalam Saiz
manakalapercetakan 3D logamumumnya lebih dikenali kerana menghasilkan bahagian yang lebih kecil, kemajuan moden membolehkan pengeluaran komponen yang lebih besar juga. Banyak high-endPencetak logam 3Dboleh membuat bahagian sebesar31.5 inci x 15.7 inci x 19.7 inci (400mm x 800mm x 500mm). Walau bagaimanapun, bahagian besar masih terdapat amasa cetakan yang lebih lamadan mungkin memerlukanbeberapa sesi percetakanuntuk melengkapkan.
- Pengeluaran Modular: Untuk bahagian yang besar,percetakan 3D logammenawarkan kemungkinan untuk membuat bahagian yang lebih kecil yang kemudiannya boleh dipasang. Ini boleh menjadi lebihkos efektifpendekatan berbanding kaedah tradisional yang memerlukan acuan besar-besaran.
Pertimbangan Kuantiti: Volume Rendah vs. Pengeluaran Volume Tinggi
Pemutus: Terbaik untuk Pengeluaran Volume Tinggi
Casting bersinar dalam pembuatan volum tinggi. Proses ini menjadi lebih kos efektif apabila bilangan bahagian bertambah. Kos permulaan bagipenciptaan acuanadalah tinggi, tetapi mengikut skala pengeluaran, kos seunit menurun secara mendadak.
Walau bagaimanapun, mencipta acuan untuk larian volum rendah ialah abeban kewangan. Kos persediaan acuan dan masa menunggu untuk kapasiti faundri boleh menjadikan bahagian kecil tidak praktikal.
Percetakan 3D Logam: Kecekapan Kelantangan Rendah
Sebaliknya, percetakan 3D logam adalah sesuai untukpengeluaran volum rendah. Memandangkan tidak ada keperluan untuk acuan atau perkakas, pengeluar boleh membuat kumpulan kecil bahagian tanpa kos overhed awal tuangan tradisional.
- Fleksibiliti dalam Pengeluaran: Mencetak berbilang bahagian yang lebih kecil secara serentak dalam satu kelompok boleh mempercepatkan masa pengeluaran. Tambahan pula,DMLSdan lain-lainPercetakan 3Dteknik membolehkan prototaip dan pengubahsuaian yang mudah, menghapuskan keperluan untuk perkakas semula atau kelewatan yang meluas.
Masa Utama: Mempercepatkan Pengeluaran
Pemutus: Masa Lead Lama
Masa utama dalam pemutus tradisional boleh menjadi sangat panjang, terutamanya apabilaacuan barudiperlukan atau bilafaundrimempunyai senarai menunggu yang panjang. Walaupun anda sudah mempunyai acuan sedia ada, iaproses pemutusitu sendiri boleh mengambil masa beberapa minggu atau bulan, terutamanya untuk bahagian yang besar atau rumit. Tambahan pula, jika terdapat ralat dalam acuan atau reka bentuk, garis masa ditetapkan semula.
Percetakan 3D Logam: Pemulihan Pantas
Sebaliknya,percetakan 3D logammemberikan pengurangan dramatik dalam masa utama. Bahagian selalunya boleh dicetak di dalamhari, walaupun untuk komponen yang lebih besar dan lebih kompleks. Walaupun bahagian yang lebih besar mungkin mengambil masa yang lebih lama untuk dicetak,fleksibiliti dan kelajuanditawarkan oleh pembuatan aditif adalahtiada tandinganberbanding kaedah tradisional.
Aplikasi: Kaedah manakah yang paling sesuai untuk industri yang berbeza?
Pemutus: Tulang Belakang Industri Berat
Tuangan tradisional terus mendominasi industri di manasaiz bahagiandankekuatanadalah kritikal. Ia digunakan secara meluas dalam industri seperti:
- Pengangkutan: Bahagian automotif seperti blok enjin, selongsong transmisi dan komponen penggantungan.
- Aeroangkasa dan Marin: Komponen sepertibilah turbin, baling-baling, danbahagian struktur.
- Jentera Berat: Bahagian besar yang memerlukankekuatandanketahanan, sepertisistem hidraulikdankomponen enjin.
Industri-industri ini mendapat manfaat daripada keupayaan tuangan untuk mengeluarkan alat ganti berskala besar yang teguh, walaupun reka bentuknya mungkin tidak memerlukan ciri yang rumit.
Percetakan 3D Logam: Inovasi Perintis
Sebaliknya, percetakan 3D logam sering digunakan untuk bahagian yang memerlukanketepatan, penyesuaian, ataugeometri kompleks. Ia mempunyai peranan penting dalam:
- Prototaip: Keupayaan untuk menghasilkan prototaip dengan pantas dalamlogam gred pengeluarantelah mengubah cara syarikat mendekati pembangunan produk.
- Aeroangkasa: Bahagian kompleks sepertibilah turbin or muncung bahan apiyang memerlukan saluran penyejukan dalaman atau bentuk yang dioptimumkan.
- Peranti Perubatan: Implan tersuai, alatan pembedahan, dan prostetik yang disesuaikan dengan anatomi pesakit.
Pendekatan Hibrid: Memanfaatkan Kedua-dua Kaedah
Menariknya, beberapa syarikat kini meneroka gabungan kedua-dua kaedah pembuatan. Sebagai contoh,acuan cetakan 3D logamboleh digunakan untuk memudahkanpemutus, membolehkan pengeluar mendapat manfaat daripada fleksibiliti pembuatan bahan tambahan dan kecekapan pengeluaran tuangan tradisional.
Perbandingan Pantas: Casting lwn. Metal 3D Printing
| Ciri | Pemutus | Percetakan 3D Logam |
|---|---|---|
| Masa Utama | Panjang (boleh melebihi setahun) | Cepat (biasanya hari hingga minggu) |
| Ketersediaan Pengeluaran | Faundri terhad, ditempah lebih awal | Pertambahan bilangan mesin, peningkatan kapasiti |
| Perubahan Bahagian | Perubahan memerlukan acuan baru | Perubahan segera melalui kemas kini CAD |
| Kos Permulaan | Acuan mahal | Tiada perkakas diperlukan |
| Kos Bahagian Sekeping | Lebih rendah dengan kuantiti yang tinggi | Lebih tinggi pada kuantiti yang rendah, tetapi tidak banyak berkurangan dengan skala |
| Pilihan Bahan | Pelbagai jenis tersedia | Terhad, tetapi berkembang dengan logam utama seperti aluminium, titanium dan keluli tahan karat |
Kesimpulan: Masa Depan Pembuatan Logam
Kedua-duanyapercetakan 3D logamdanlakonan tradisionalmenawarkan kelebihan yang berbeza bergantung pada aplikasi. Walaupun tuangan tradisional kekal sebagai pilihan terbaik untuk bahagian besar dan ringkas yang dihasilkan dalam jumlah yang tinggi,percetakan 3D logamcemerlang dalam bidangpenyesuaian, kerumitan, danlarian volum rendah hingga sederhana.
As pembuatan bahan tambahanterus berkembang, fleksibiliti dan kecekapan percetakan 3D logam bersedia untuk mencabar keunggulan tuangan tradisional, terutamanya dalam industri yang menuntut ketepatan dan kepantasan.
Bagi kebanyakan syarikat, masa depan mungkin melibatkan apendekatan hibrid, menggabungkan yang terbaik dari kedua-dua dunia. Sama ada anda memilih percetakan 3D logam, tuangan tradisional atau gabungan kedua-duanya, memahami kekuatan dan batasan setiap proses akan membantu anda membuat keputusan yang paling termaklum untuk keperluan pembuatan anda.
Masa siaran: Jan-22-2025


