
Campus fabricationis diu dominatus est a modis fusoriis traditis, processu antiquo qui per saecula evolutus est. Attamen adventus technologiae impressionis tridimensionalis metallicae modum quo creationem partium metallicarum aggredimur revolutionavit. Comparatio inter has duas methodos fabricationis — impressionem tridimensionalem metallicam et fusionem traditam — narrationem contrarietatis explicat, ubi modi antiquae et modernae de suprematiae parte in variis industriis certant.
In hac comparatione accurata, explorabimus differentias fundamentales interSinterizatio Laser Metalli Directa (DMLS), methodus popularis in impressione tridimensionali metallica et fusione traditionali. Per hanc explorationem, tractabimus quomodo factores utdesignatio partis, quantitates productionis, ettempora praescriptioniselectionem tuam processus fabricationis afficere.
Intellegenda Fundamenta: Impressio Tridimensionalis Metallica contra Fusionem Traditionalem
Antequam in differentias inter hos duos processus fabricationis ingrediamur, fundamentum constituamus inspiciendo quomodo in simplicissimis formis operantur.
Fusio Tradita: Processus Perantiquus
Fusio est ars antiqua qua metallum (vel materia plastica) liquefactum in formam infunditur quae cavitatem formae partis finalis continet. Tempore procedente, metallum liquidum refrigescit, solidificatur, et formam formae accipit. Pars solidificata deinde e forma removetur, post quod quodlibet opus perficiendi, ut machinatio vel politura, necessarium esse potest.
Dum fusura tradita magnam firmitatem ad productionem magnae scalae praebet, est tamen...processus relative tardusCreatio formarum sumptuosa et temporis consumens esse potest, et refrigerationis et solidificationis phasis saepe tarda est. Praeterea, necessitas ultimorum ornamentorum tempus totum extendere potest.
Impressio Tridimensionalis Metallica: Modus Stratis Per Stratum
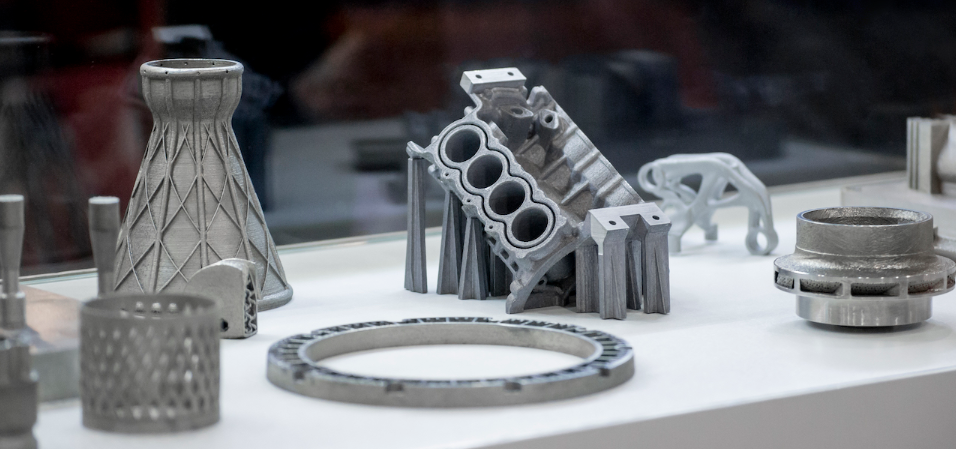
Contra, impressio tridimensionalis metallica utiturfabricatione additivapartes stratis stratis construere. Hic processus typice implicatmetallum pulveratum or filamenta metallicaquae selective inter se confunduntur laseribus magnae potentiae vel aliis fontibus energiae. Postquam unumquodque stratum completum est, suggestus constructionis paulum deorsum movetur, et novum pulveris stratum deponitur.
Haec methodus stratificata immensam flexibilitatem praebet, permittens creationem partium cumgeometriae intricataeet magna praecisione. Dum processus impressionis ipse tempus multum consumere potest — praesertim pro partibus maioribus — eventus saepe praecisionem et complexitatem quam fusura traditionalis praebere potest superant.
Factores Claves Considerandi: Designatio Partium, Quantitates, et Tempora Ducendi
Decisio utendiimpressio metallica tridimensionaliscontrafusura traditaa paucis factoribus criticis pendet, inter quoscomplexitas designationis partis, ille/illa/illudquantitas partium necessariarum, ettempora praescriptionisad partum requisita. His factoribus uberius investigemus.
Designatio Partium: Quis Processus Complexitatem Melius Tractat?
Fusio: Apta partibus simplicibus
Fusio optima electio est ad partes creandas cumgeometriae simplicesvel partes quae non requirunt internas proprietates intricatas. Si designatio partis relative simplex est, fusio efficax et sumptibus parcis esse potest. Attamen, cum complexitas partis crescit, fusio traditionalis certis limitibus occurrit.
- Limitationes in Fluxu et DetaliCum agitur deparvae vel intricatae notae, fusura fit problematica. Metallum liquidum difficultatem habet fluendi in canales parvos vel cavitates intricatas intra formam, saepe resultans inpartes imperfectae vel male formataeExempli gratia, partes cum parietibus tenuibus, inanibus internis, aut geometriis complexis per fusionem rite formari non possunt.
- Restrictiones Designationis FormaePraeterea, ipsa forma impedimenta praebet. Formae complexae non solum sumptuosae et temporis consumunt ad creandum, sed etiam diligentem considerationem factorum sicut fluxus materiae, celeritas refrigerationis, et contractio durante solidificatione requirunt.
Impressio Tridimensionalis Metallica: Libertas in Complexitate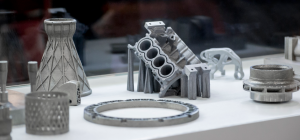
Contra,impressio metallica tridimensionalisfloret cum tractat consilia complexa et intricata. Processus stratificatus fabricatoribus permittit partes creare cumstructurae internae tenues, geometriae complexae, etlineamenta ad usum aptataquod per fusionem assequi paene impossibile esset.
- Designia IntricataForamina parva, cavitates, vel canales interni — lineamenta quae difficile funderentur — in parte impressa tridimensionaliter sine labore creari possunt.
- CustomizatioSi consilium tuum frequentes modificationes vel iterationes requirit, impressio metallica tridimensionalis celeres modificationes permittit sine novis formis vel instrumentis. Simpliciter novum documentum designi impone et processum productionis perge.
Praeterea,Impressio tridimensionalisplus sustinetgeometriae innovativaequalisstructurae reticulatae, canales refrigerationis interni, et formae organicae quae usum materiae minuunt et efficaciam partium emendant.
Accuratio: Quae Processus Meliorem Accurationem Praebet?
Fusio: Difficultates cum Tolerantiis et Contractionibus
Cum ad accuratiam venit,fusura traditapotest esse difficilis. Quamquam fusura tolerantias satis altas consequi potest,contractio materiaedum frigescit, variabilitatem in dimensionibus partis finalis inducit. Hoc phaenomenon, quod appellaturcontractio fusa, est effectus contractionis metalli dum a statu liquido ad solidum transit.
- Quaestiones ConventusPro partibus quae coniunctionem requirunt, fusio ulteriores difficultates praebere potest. Coniunctiones complexae saepe braseando vel ferruminando requirunt, processus qui inaccurationes inducere et integritatem totius partis in discrimen adducere possunt.
- Sensibilitates Materialis et TemperaturaeAccuratio fusionis etiam afficitur a genere materiae adhibitae et temperatura qua funditur. Levis variatio temperaturae vel qualitatis materiae discrepantias in parte finali causare potest.
Impressio Tridimensionalis Metallica: Praecisio et Constantia
Impressio tridimensionalis metallica excellit cum adpraecisioUsussinterizatio laserica(in processibus ut DMLS) permittit subtilem moderationem partisdimensiones, partes producens quaeARCTE ad specificationes CAD adhaere.
- Prope Nulla ContractioPartes metallicae impressae tridimensionaliter contractionem minimam exhibent, cum laser pulverem metallicum in ambitu moderato accurate fundit, ita ut partes dimensiones suas designatas conservent.
- ConstantiaCum impressio tridimensionalis sit valdeautomatusprocessus, resultatus constantes per plures series praebet. Hoc gradus moderationis efficit ut quaeque pars fere eadem sit quoad magnitudinem, formam, et ornatum superficiei.
Praeterea,Impressio tridimensionaliscommoda ex instantibusresponsaperDesignatio ad Fabricationem (DFM)Instrumenta, quae fasciculum CAD examinant ut fabricationem confirment et commendationes in tempore reali praebeant.
Magnitudo Partis: Quomodo Quisque Processus Partes Magnas an Parvas Tractat?
Fusio: Idonea pro Partibus Maioribus
Fusio traditionalis ad partes magnas creandas aptissima est, cum res efficaciter fabricare possit, ut puta...blocci machinarum, laminae turbinarum, etpartes pontisMagnitudo et robustas materiae fusae eam methodum praeferentiam ad partes magnas et crassiores fabricandas faciunt.
Est tamen limitatio magnitudinis partium quae oeconomice fundi possunt. Formam creare pro parte ingenti requirit magnum investmentum in apparatu, spatio et opibus.
Impressio Tridimensionalis Metallica: Limites Magnitudinis Protendentes
Dumimpressio metallica tridimensionalisplerumque notior est ob partes minores producendas, progressus moderni productionem etiam maiorum partium permittunt. Multae res pretiosaeImpressores metallici tridimensionalespartes tam magnas quam creare potest31.5 pollices × 15.7 pollices × 19.7 pollices (400mm × 800mm × 500mm)Magnae tamen partes adhuc exhibentlongius tempus impressioniset fortasse requiretsessiones impressionis multiplicesad perficiendum
- Productio ModularisPro partibus magnis,impressio metallica tridimensionalisfacultatem offert sectiones minores creandi quae postea componi possunt. Hoc potest esse magissumptu-efficientisAditus comparatus cum methodis traditis quae formas ingentes requirunt.
Considerationes Quantitatis: Productio Parvi Voluminis contra Productionem Magni Voluminis
Fusio: Optima ad Productionem Magni Voluminis
Fusio in fabricatione magnae voluminis excellit. Processus fit magis sumptuum efficax cum numerus partium crescit. Sumptus initiales...creatio formaealtae sunt, sed cum productio crescit, sumptus per unitatem vehementer decrescit.
Attamen, formae creare pro seriebus parvi voluminis est...onus pecuniariumSumptus configurationis formae et tempus exspectationis capacitatis fundendi parvas series partium impracticabiles reddere possunt.
Impressio Tridimensionalis Metallica: Efficacia Parvi Voluminis
Contra, impressio tridimensionalis metallica aptissima est adproductio parvi voluminisCum nulla formae aut instrumentorum necessitas sit, fabri parvas partes sine sumptibus initialibus fusionis traditionalis creare possunt.
- Flexibilitas in ProductioneMultarum partium minorum simul imprimere in una serie tempora productionis accelerare potest. Praeterea,DMLSet aliaImpressio tridimensionalisHae artes facilem prototyporum fabricationem et modificationes permittunt, ita ut necessitas amplarum reformationis vel dilationum tollatur.
Tempora Ducendi: Productionem Accelerando
Fusio: Tempora Productionis Longa
Tempora productionis in fusione tradita possunt esse longissima, praesertim cumnovae formaerequiruntur vel cumofficinae funditoriaelongas exspectationis indices habent. Etiam si iam formam habes,processus fundendiIpsum opus aliquot hebdomades vel etiam menses requirere potest, praesertim pro partibus magnis vel intricatis. Praeterea, si errores in forma vel consilio sunt, ordo temporum ad novum statum revertitur.
Impressio Tridimensionalis Metallica: Celeris Conversio
Ex altera parte,impressio metallica tridimensionalistempus productionis dramaticum minuunt. Partes saepe intra imprimi possuntdies, etiam pro maioribus, magis complexis componentibus. Dum maiores partes diutius imprimi possunt,flexibilitas et celeritasab fabricatione additiva oblata estincomparabilisin comparatione cum modis traditis.
Applicationes: Quae Methodus Optime Pro Diversis Industriis Aptatur?
Fusio: Spina Industriae Gravis
Fusio traditionalis adhuc dominatur in industriis ubimagnitudo partisetrobursunt criticae. Late adhibetur in industriis ut:
- VecturaPartes autocineticae sicut bloci motoris, involucra transmissionis, et componentes suspensionis.
- Aerospatiale et Maritimum: Partes utlaminae turbinarum, helices, etpartes structurales.
- Machinae GravesPartes magnae quae requiruntroburetfirmitas, ut putasystemata hydraulicaetpartes machinae.
Hae industriae ex facultate fusionis ad partes robustas et magnas fabricandas utilitatem capiunt, etiamsi consilium fortasse non postulet notas intricatas.
Impressio Tridimensionalis Metallica: Innovatio Praecursoria
Contra, impressio tridimensionalis metallica saepe adhibetur ad partes quae requirunt...praecisio, customizatio, velgeometriae complexaeMunus magnum habet in:
- PrototypatioFacultas celeriter prototypa producendi inmetalla gradus productionismodum quo societates evolutionem productorum accedunt mutavit.
- AerospatialePartes complexae, utlaminae turbinarum or fistulae cibustibilisquae canales internos refrigerationis vel formas optimizatas requirunt.
- Instrumenta MedicaImplantationes, instrumenta chirurgica, et prosthetica ad anatomiam aegroti aptata.
Modi Hybridi: Utriusque Modi Utentibus
Curiose, nonnullae societates nunc utriusque modi fabricationis coniunctionem explorant. Exempli gratia,formae metallicae impressae tridimensionaliteradhiberi potest ad facilitandumiactio, permittens fabricatoribus ut flexibilitate fabricationis additivae et efficacia productionis fusionis traditionalis commodum habeant.
Comparatio Brevis: Fusio contra Impressionem Tridimensionalem Metallicam
| Characteristica | Iactio | Impressio Tridimensionalis Metallica |
|---|---|---|
| Tempora Ducendi | Longa (annum excedere potest) | Celer (plerumque diebus ad hebdomades) |
| Disponibilitas Productionis | Officinae fundiariae limitatae, antea reservatae | Numerus machinarum crescens, capacitas augens |
| Mutationes Partium | Mutationes novas formas requirunt | Mutationes statim per renovationes CAD |
| Sumptus Initiales | Formae pretiosae | Instrumenta non requiruntur |
| Sumptus Partium | Inferior cum magnis quantitatibus | Altius in quantitatibus parvis, sed non multum decrescit cum scala. |
| Electio Materiae | Ampla varietas praesto | Limitata, sed expandens cum metallis clavis ut aluminio, titanio, et chalybe inoxidabili |
Conclusio: Futurum Fabricationis Metallorum
Uterqueimpressio metallica tridimensionalisetfusura traditadistincta commoda offerunt secundum applicationem. Dum fusura traditionalis optima electio manet pro magnis, simplicibus partibus magnis voluminibus productis,impressio metallica tridimensionalisexcellit in regnocustomizatio, complexitas, etcursus voluminis parvi vel medii.
As fabricatione additivaDum pergit evolvere, flexibilitas et efficacia impressionis tridimensionalis metallorum paratae sunt ut suprematiam fusionis traditionalis provocent, praesertim in industriis quae praecisionem et celeritatem requirunt.
Multis societatibus, futurum fortasse implicabitmodus hybridus, optima utriusque mundi coniungentes. Sive impressionem metallicam tridimensionalem, sive fusionem traditionalem, sive utriusque combinationem eligas, intellegentia virium et limitationum cuiusque processus te adiuvabit ut decisionem quam prudentissimam pro necessitatibus tuis fabricatoriis facias.
Tempus publicationis: XXII Ianuarii MMXXXV


