
Dunia manufaktur telah lama didominasi oleh teknik pengecoran tradisional, sebuah proses kuno yang telah berevolusi selama berabad-abad. Namun, kemunculan teknologi pencetakan 3D logam telah merevolusi cara kita menciptakan komponen logam. Perbandingan antara kedua metode manufaktur ini—pencetakan 3D logam dan pengecoran tradisional—mengungkap narasi kontras, di mana teknik kuno dan modern berebut supremasi di berbagai industri.
Dalam perbandingan mendetail ini, kami akan mengeksplorasi perbedaan mendasar antaraSintering Laser Logam Langsung (DMLS), metode populer dalam pencetakan 3D logam, dan pengecoran tradisional. Melalui eksplorasi ini, kami akan membahas bagaimana faktor-faktor sepertidesain bagian, jumlah produksi, Danwaktu tunggumemengaruhi pilihan proses manufaktur Anda.
Memahami Dasar-Dasar: Pencetakan 3D Logam vs. Pengecoran Tradisional
Sebelum menyelami perbedaan antara kedua proses manufaktur ini, mari kita tetapkan dasar dengan melihat cara kerjanya dalam bentuk yang paling sederhana.
Pengecoran Tradisional: Proses yang Sudah Lama Ada
Pengecoran adalah teknik yang telah lama digunakan di mana logam cair (atau plastik) dituangkan ke dalam cetakan yang berisi rongga tempat komponen akhir akan dibentuk. Seiring waktu, logam cair tersebut mendingin, memadat, dan membentuk cetakan. Komponen yang telah memadat kemudian dikeluarkan dari cetakan, setelah itu pekerjaan finishing, seperti pemesinan atau pemolesan, mungkin diperlukan.
Meskipun pengecoran tradisional menawarkan keandalan yang tinggi untuk produksi skala besar, hal iniproses yang relatif lambatPembuatan cetakan bisa mahal dan memakan waktu, sementara fase pendinginan dan pemadatan seringkali lambat. Selain itu, kebutuhan akan sentuhan akhir dapat memperpanjang waktu keseluruhan.
Pencetakan 3D Logam: Pendekatan Lapisan demi Lapisan
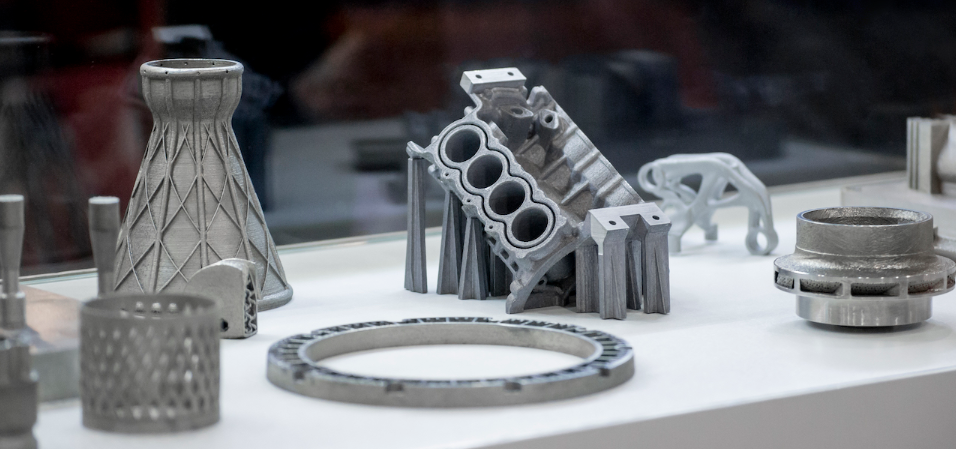
Sebaliknya, pencetakan 3D logam memanfaatkanmanufaktur aditifuntuk membangun bagian-bagian lapis demi lapis. Proses ini biasanya melibatkanbubuk logam or filamen logamyang disatukan secara selektif oleh laser berkekuatan tinggi atau sumber energi lainnya. Setelah setiap lapisan selesai, platform pembangunan bergerak sedikit ke bawah, dan lapisan bubuk baru diendapkan.
Pendekatan lapis demi lapis ini menawarkan fleksibilitas yang sangat besar, memungkinkan pembuatan komponen dengangeometri yang rumitdan presisi tinggi. Meskipun proses pencetakannya sendiri bisa memakan waktu—terutama untuk komponen yang lebih besar—hasilnya seringkali melebihi presisi dan kompleksitas yang dapat dihasilkan oleh pengecoran tradisional.
Faktor Utama yang Perlu Dipertimbangkan: Desain Komponen, Kuantitas, dan Waktu Pengerjaan
Keputusan untuk menggunakanpencetakan 3D logammelawanpengecoran tradisionalbergantung pada beberapa faktor penting, termasukkompleksitas desain bagian, itujumlah bagian yang dibutuhkan, danwaktu tunggudiperlukan untuk pengiriman. Mari kita bahas faktor-faktor ini lebih detail.
Desain Komponen: Proses Mana yang Menangani Kompleksitas dengan Lebih Baik?
Pengecoran: Cocok untuk Bagian Sederhana
Pengecoran adalah pilihan yang sangat baik untuk membuat komponen dengangeometri sederhanaatau komponen yang tidak memerlukan fitur internal yang rumit. Jika desain komponen relatif sederhana, pengecoran dapat menjadi efisien dan hemat biaya. Namun, seiring meningkatnya kompleksitas komponen, pengecoran tradisional menghadapi beberapa keterbatasan.
- Keterbatasan dalam Aliran dan Detail:Ketika berhadapan denganfitur kecil atau rumit, pengecoran menjadi bermasalah. Logam cair kesulitan mengalir ke saluran kecil atau rongga rumit di dalam cetakan, yang sering mengakibatkanbagian yang tidak lengkap atau terbentuk dengan burukMisalnya, komponen dengan dinding tipis, rongga internal, atau geometri kompleks mungkin tidak dapat dibentuk dengan baik melalui pengecoran.
- Batasan Desain CetakanSelain itu, cetakan itu sendiri memiliki beberapa kendala. Cetakan yang rumit tidak hanya mahal dan memakan waktu untuk dibuat, tetapi juga memerlukan pertimbangan cermat terhadap faktor-faktor seperti aliran material, laju pendinginan, dan penyusutan selama pemadatan.
Percetakan 3D Logam: Kebebasan dalam Kompleksitas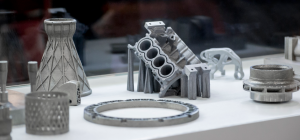
Sebaliknya,pencetakan 3D logamberkembang pesat ketika berhadapan dengan desain yang kompleks dan rumit. Proses lapis demi lapis memungkinkan produsen untuk membuat komponen denganstruktur internal yang halus, geometri kompleks, Danfitur yang disesuaikanyang hampir mustahil dicapai melalui casting.
- Desain yang Rumit: Lubang kecil, rongga, atau saluran internal—fitur yang sulit dicetak—dapat dibuat dengan mudah dalam komponen cetak 3D.
- KustomisasiJika desain Anda memerlukan penyesuaian atau iterasi yang sering, pencetakan 3D logam memungkinkan penyesuaian cepat tanpa memerlukan cetakan atau perkakas baru. Cukup unggah berkas desain baru dan lanjutkan proses produksi.
Lebih-lebih lagi,pencetakan 3Dmendukung lebih banyakgeometri inovatifsepertistruktur kisi, saluran pendingin internal, dan bentuk organik yang mengurangi penggunaan material dan meningkatkan kinerja komponen.
Akurasi: Proses Mana yang Memberikan Presisi Lebih Baik?
Pengecoran: Tantangan dengan Toleransi dan Penyusutan
Jika menyangkut akurasi,pengecoran tradisionalbisa menjadi tantangan. Meskipun pengecoran dapat mencapai toleransi yang cukup tinggi,penyusutan materialsaat mendingin, terjadi variabilitas pada dimensi bagian akhir. Fenomena ini, yang dikenal sebagaipenyusutan pengecoran, merupakan hasil penyusutan logam saat beralih dari wujud cair ke wujud padat.
- Masalah PerakitanUntuk komponen yang memerlukan perakitan, pengecoran dapat menghadirkan tantangan lebih lanjut. Perakitan yang rumit seringkali memerlukan penyolderan atau pengelasan, proses yang dapat menimbulkan ketidakakuratan dan mengorbankan integritas keseluruhan komponen.
- Sensitivitas Material dan SuhuKeakuratan pengecoran juga dipengaruhi oleh jenis material yang digunakan dan suhu saat pengecoran. Sedikit variasi suhu atau kualitas material dapat menyebabkan ketidakkonsistenan pada hasil akhir.
Pencetakan 3D Logam: Presisi dan Konsistensi
Pencetakan 3D logam unggul dalam halpresisiPenggunaansintering laser(dalam proses seperti DMLS) memungkinkan kontrol yang lebih baik atas komponen tersebutukuran, memproduksi komponen yangmematuhi spesifikasi CAD secara ketat.
- Penyusutan Hampir Nol:Bagian logam yang dicetak 3D menunjukkan penyusutan minimal, karena laser menyatukan serbuk logam secara tepat dalam lingkungan yang terkendali, memastikan bagian tersebut mempertahankan dimensi yang dirancang.
- Konsistensi:Karena pencetakan 3D adalah teknologi yang sangatotomatisProses ini menawarkan hasil yang konsisten di berbagai batch. Tingkat kontrol ini memastikan setiap komponen hampir identik dalam hal ukuran, bentuk, dan permukaan akhir.
Selain itu,pencetakan 3Dmanfaat dari instanmasukanmelaluiDesain untuk Manufaktur (DFM)alat, yang menganalisis berkas CAD untuk memastikan kemampuan manufaktur dan memberikan rekomendasi waktu nyata.
Ukuran Komponen: Bagaimana Setiap Proses Menangani Komponen Besar atau Kecil?
Pengecoran: Ideal untuk Bagian yang Lebih Besar
Pengecoran tradisional sangat cocok untuk membuat komponen besar, karena dapat secara efisien memproduksi barang-barang sepertiblok mesin, bilah turbin, Dankomponen jembatanSkala dan kekokohan pengecoran menjadikannya metode yang tepat untuk memproduksi komponen yang besar dan tebal.
Namun, terdapat keterbatasan skala komponen yang dapat dicetak secara ekonomis. Pembuatan cetakan untuk komponen berukuran besar membutuhkan investasi peralatan, ruang, dan sumber daya yang signifikan.
Pencetakan 3D Logam: Mendorong Batasan Ukuran
Ketikapencetakan 3D logamUmumnya lebih dikenal karena memproduksi komponen-komponen yang lebih kecil, kemajuan modern juga memungkinkan produksi komponen yang lebih besar. Banyak komponen kelas atasPrinter logam 3Ddapat membuat bagian sebesar31,5 inci x 15,7 inci x 19,7 inci (400 mm x 800 mm x 500 mm). Namun, sebagian besar masih menghadirkanwaktu pencetakan lebih lamadan mungkin membutuhkanbeberapa sesi pencetakanuntuk menyelesaikan.
- Produksi Modular: Untuk bagian besar,pencetakan 3D logammenawarkan kemungkinan untuk membuat bagian-bagian yang lebih kecil yang nantinya dapat dirakit. Ini bisa menjadi lebihhemat biayapendekatan dibandingkan dengan metode tradisional yang memerlukan cetakan besar.
Pertimbangan Kuantitas: Produksi Volume Rendah vs. Produksi Volume Tinggi
Pengecoran: Terbaik untuk Produksi Volume Tinggi
Pengecoran sangat efektif dalam produksi bervolume tinggi. Proses ini menjadi lebih hemat biaya seiring bertambahnya jumlah komponen. Biaya awalpembuatan cetakantinggi, tetapi seiring dengan peningkatan skala produksi, biaya per unit turun drastis.
Namun, membuat cetakan untuk produksi dalam jumlah sedikit adalah suatubeban keuanganBiaya pemasangan cetakan dan waktu tunggu untuk kapasitas pengecoran dapat membuat produksi komponen dalam jumlah kecil menjadi tidak praktis.
Pencetakan 3D Logam: Efisiensi Volume Rendah
Sebaliknya, pencetakan 3D logam ideal untukproduksi volume rendahKarena tidak memerlukan cetakan atau perkakas, produsen dapat memproduksi komponen dalam jumlah kecil tanpa biaya overhead awal seperti pengecoran tradisional.
- Fleksibilitas dalam ProduksiMencetak beberapa komponen kecil secara bersamaan dalam satu batch dapat mempercepat waktu produksi. Selain itu,DMLSdan lainnyapencetakan 3DTeknik ini memungkinkan pembuatan prototipe dan modifikasi yang mudah, sehingga menghilangkan kebutuhan akan perkakas ulang yang ekstensif atau penundaan.
Lead Time: Mempercepat Produksi
Casting: Waktu Pengerjaan yang Panjang
Waktu tunggu dalam pengecoran tradisional bisa sangat lama, terutama ketikacetakan barudiperlukan atau ketikapengecoranmemiliki daftar tunggu yang panjang. Bahkan jika Anda sudah memiliki cetakan,proses pengecoranProsesnya sendiri bisa memakan waktu beberapa minggu atau bahkan berbulan-bulan, terutama untuk komponen yang besar atau rumit. Selain itu, jika terdapat kesalahan pada cetakan atau desain, jadwal akan diatur ulang.
Percetakan 3D Logam: Perputaran Cepat
Di sisi lain,pencetakan 3D logammemberikan pengurangan waktu tunggu yang dramatis. Komponen seringkali dapat dicetak dalamhari, bahkan untuk komponen yang lebih besar dan lebih kompleks. Meskipun komponen yang lebih besar mungkin membutuhkan waktu lebih lama untuk dicetak,fleksibilitas dan kecepatanditawarkan oleh manufaktur aditif adalahtiada bandingandibandingkan dengan metode tradisional.
Aplikasi: Metode Mana yang Paling Cocok untuk Berbagai Industri?
Pengecoran: Tulang Punggung Industri Berat
Pengecoran tradisional masih mendominasi industri-industri yangukuran bagianDankekuatansangat penting. Ini digunakan secara luas dalam industri seperti:
- Angkutan:Suku cadang otomotif seperti blok mesin, casing transmisi, dan komponen suspensi.
- Dirgantara dan Kelautan:Komponen sepertibilah turbin, baling-baling, Danbagian struktural.
- Mesin Berat:Bagian besar yang membutuhkankekuatanDandaya tahan, sepertisistem hidrolikDankomponen mesin.
Industri-industri ini memperoleh keuntungan dari kemampuan pengecoran untuk memproduksi komponen-komponen yang kuat dan berskala besar, meskipun desainnya mungkin tidak menuntut fitur-fitur yang rumit.
Percetakan 3D Logam: Inovasi Perintis
Sebaliknya, pencetakan 3D logam sering digunakan untuk bagian-bagian yang memerlukanpresisi, kustomisasi, ataugeometri kompleksIni memiliki peran penting dalam:
- Pembuatan prototipe:Kemampuan untuk memproduksi prototipe dengan cepat dilogam tingkat produksitelah mengubah cara perusahaan melakukan pengembangan produk.
- Dirgantara:Bagian kompleks sepertibilah turbin or nozel bahan bakaryang memerlukan saluran pendingin internal atau bentuk yang dioptimalkan.
- Alat kesehatan: Implan khusus, peralatan bedah, dan prostetik yang disesuaikan dengan anatomi pasien.
Pendekatan Hibrida: Memanfaatkan Kedua Metode
Menariknya, beberapa perusahaan kini sedang menjajaki kemungkinan menggabungkan kedua metode manufaktur tersebut. Misalnya,cetakan logam 3Ddapat digunakan untuk memfasilitasipengecoran, yang memungkinkan produsen memperoleh manfaat dari fleksibilitas manufaktur aditif dan efisiensi produksi pengecoran tradisional.
Perbandingan Singkat: Pengecoran vs. Pencetakan 3D Logam
| Ciri | Pengecoran | Pencetakan 3D Logam |
|---|---|---|
| Waktu tunggu | Panjang (bisa melebihi satu tahun) | Cepat (biasanya beberapa hari hingga beberapa minggu) |
| Ketersediaan Produksi | Pengecoran terbatas, dipesan terlebih dahulu | Meningkatnya jumlah mesin, peningkatan kapasitas |
| Perubahan Bagian | Perubahan membutuhkan cetakan baru | Perubahan instan melalui pembaruan CAD |
| Biaya Awal | Cetakan mahal | Tidak memerlukan perkakas |
| Biaya Bagian-Bagian | Lebih rendah dengan jumlah tinggi | Lebih tinggi pada jumlah rendah, namun tidak banyak berkurang seiring dengan skala |
| Pilihan Material | Tersedia berbagai macam | Terbatas, namun berkembang dengan logam-logam utama seperti aluminium, titanium, dan baja tahan karat |
Kesimpulan: Masa Depan Manufaktur Logam
Keduanyapencetakan 3D logamDanpengecoran tradisionalmenawarkan keuntungan yang berbeda-beda tergantung pada aplikasinya. Meskipun pengecoran tradisional tetap menjadi pilihan terbaik untuk komponen besar dan sederhana yang diproduksi dalam volume tinggi,pencetakan 3D logamunggul dalam bidangkustomisasi, kompleksitas, Danvolume rendah hingga sedang.
As manufaktur aditifterus berkembang, fleksibilitas dan efisiensi pencetakan logam 3D siap menantang supremasi pengecoran tradisional, terutama dalam industri yang menuntut presisi dan kecepatan.
Bagi banyak perusahaan, masa depan mungkin melibatkanpendekatan hibrida, menggabungkan yang terbaik dari kedua dunia. Baik Anda memilih pencetakan logam 3D, pengecoran tradisional, atau kombinasi keduanya, memahami kekuatan dan keterbatasan setiap proses akan membantu Anda membuat keputusan yang paling tepat untuk kebutuhan manufaktur Anda.
Waktu posting: 22-Jan-2025


