ફ્રેક્ચર સ્ટ્રેન્થ એ એક મૂળભૂત ગુણધર્મ છે જે ભૌતિક વિજ્ઞાન અને એન્જિનિયરિંગમાં મુખ્ય ભૂમિકા ભજવે છે, જે તણાવ હેઠળ સામગ્રી કેવી રીતે વર્તે છે તે નક્કી કરવામાં મદદ કરે છે, ખાસ કરીને જ્યારે તે નિષ્ફળતામાંથી પસાર થાય છે. તે ફ્રેક્ચર પહેલાં સામગ્રી કેટલા મહત્તમ તાણનો સામનો કરી શકે છે તેની સમજ આપે છે, ઇજનેરો અને ભૌતિક વૈજ્ઞાનિકોને વિવિધ એપ્લિકેશનો માટે યોગ્ય સામગ્રી પસંદ કરવા માટે જરૂરી ડેટા પ્રદાન કરે છે. આ વ્યાપક લેખમાં, આપણે ફ્રેક્ચર સ્ટ્રેન્થ શું છે, તેનું મહત્વ, ફ્રેક્ચરના વિવિધ મોડ્સ અને ઉત્પાદન વાતાવરણમાં તેનું પરીક્ષણ કેવી રીતે કરી શકાય તેનું અન્વેષણ કરીશું. વધુમાં, આપણે ફ્રેક્ચર સ્ટ્રેન્થ પરીક્ષણ સાથે સંકળાયેલા પડકારો અને તણાવ-તાણ વળાંકને સમજવાના મહત્વમાં ડૂબકી લગાવીશું.
ફ્રેક્ચર સ્ટ્રેન્થ શું છે?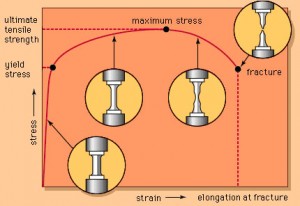
ફ્રેક્ચર સ્ટ્રેન્થ એટલે કોઈ સામગ્રી આપત્તિજનક નિષ્ફળતાનો અનુભવ કરતા પહેલા મહત્તમ તાણ અથવા બળનો સામનો કરી શકે છે, જે ફ્રેક્ચર દ્વારા વર્ગીકૃત થયેલ છે. આ નિષ્ફળતા ત્યારે થાય છે જ્યારે સામગ્રીનું આંતરિક માળખું લાગુ ભારને સંભાળવા માટે સક્ષમ રહેતું નથી, જેના પરિણામે તિરાડો ફેલાય છે જે આખરે સંપૂર્ણ ફ્રેક્ચર તરફ દોરી જાય છે. સામાન્ય રીતે દબાણના એકમોમાં વ્યક્ત થાય છે, જેમ કેપાસ્કલ્સ (પા) or પાઉન્ડ પ્રતિ ચોરસ ઇંચ (પીએસઆઇ), ફ્રેક્ચર સ્ટ્રેન્થ એ એક આવશ્યક ગુણધર્મ છે જે ઇજનેરોને વાસ્તવિક દુનિયાની પરિસ્થિતિઓમાં સામગ્રી કેવી રીતે કાર્ય કરશે તેની આગાહી કરવામાં મદદ કરે છે, ખાસ કરીને માળખાકીય એપ્લિકેશનોમાં જ્યાં નિષ્ફળતા વિનાશક બની શકે છે.
સામગ્રીની ફ્રેક્ચર મજબૂતાઈ ઘણા પરિબળો પર આધાર રાખે છે, જેમાં તેનાસ્ફટિક જાળી રચના, મિશ્રધાતુ અથવા સંયુક્ત રચના, અનેઉત્પાદન પ્રક્રિયાઓપદાર્થોમાં ફ્રેક્ચર મજબૂતાઈના વિવિધ સ્તરો હોય છે, જે મુખ્યત્વે તેમની પરમાણુ ગોઠવણી અને પરમાણુઓ વચ્ચેના બંધનના પ્રકારને કારણે હોય છે.
ફ્રેક્ચરની શક્તિના આધારે સામગ્રીના પ્રકાર:
- બરડ સામગ્રી: કોંક્રિટ, સિરામિક્સ અને ગ્રે કાસ્ટ આયર્ન ઘણીવાર સંકોચન હેઠળ મજબૂત હોય છે પરંતુ ફ્રેક્ચર શક્તિ ઓછી દર્શાવે છે. આ સામગ્રી સંકોચન બળોને સારી રીતે સંભાળી શકે છે પરંતુ તાણ અથવા બેન્ડિંગ તણાવ હેઠળ સરળતાથી નિષ્ફળ જાય છે.
- ડ્યુક્ટાઇલ મટિરિયલ્સ: હળવા સ્ટીલ, એલ્યુમિનિયમ અને ઘણા પોલિમરમાં સામાન્ય રીતે ઓછી સંકુચિત શક્તિ હોય છે પરંતુ ફ્રેક્ચર શક્તિ વધારે હોય છે. આ સામગ્રી નિષ્ફળ જતા પહેલા પ્લાસ્ટિકલી વિકૃત થઈ શકે છે, જેનાથી તેઓ ઊર્જા શોષી શકે છે અને ક્રેકીંગ વિના વધુ તાણનો સામનો કરી શકે છે.
ફ્રેક્ચરની મજબૂતાઈમાં નોંધપાત્ર ફેરફાર કરી શકાય છેબાહ્ય પરિબળોજેમ કે તાપમાન, લોડિંગનો દર, સામગ્રીમાં ખામીઓ અથવા ખામીઓની હાજરી, અને લાગુ તણાવની પ્રકૃતિ (તાણયુક્ત, સંકુચિત, શીયર, વગેરે).
સામગ્રીમાં ફ્રેક્ચરની રીતો
ફ્રેક્ચરની વિવિધ પદ્ધતિઓને સમજવાથી તે નક્કી કરવામાં મદદ મળે છે કે વિવિધ તણાવ પરિસ્થિતિઓમાં સામગ્રી કેવી રીતે પ્રતિક્રિયા આપશે. ફ્રેક્ચરની સૌથી સામાન્ય પદ્ધતિઓમાં તાણ, સંકુચિત અને બેન્ડિંગ ફ્રેક્ચરનો સમાવેશ થાય છે. દરેક પદ્ધતિમાં વિવિધ તણાવ વિતરણ અને નિષ્ફળતા પદ્ધતિઓનો સમાવેશ થાય છે.
1. તાણ ફ્રેક્ચર:
જ્યારે કોઈ પદાર્થ બાહ્ય બળના પ્રભાવ હેઠળ એક જ ધરી પર ખેંચાઈ જાય છે ત્યારે તેને તાણમાંથી ફ્રેક્ચર થાય છે. આ પ્રકારનું ફ્રેક્ચર સામાન્ય રીતે શુદ્ધ તાણ હેઠળના પદાર્થોમાં થાય છે, અને તે લાગુ તાણ ભારને લંબરૂપ સમતલ સાથે સામગ્રીના અલગ થવા અથવા ભંગાણ દ્વારા વર્ગીકૃત થયેલ છે.
- પ્રારંભિક વિકૃતિ: સામગ્રી શરૂઆતમાં પસાર થાય છેસ્થિતિસ્થાપક વિકૃતિ, જ્યાં સામગ્રી લાગુ પડેલા ભારની દિશામાં લંબાય છે. વિકૃતિ પુનઃપ્રાપ્ત કરી શકાય તેવી છે, એટલે કે બળ દૂર થયા પછી સામગ્રી તેના મૂળ આકારમાં પાછી આવે છે.
- નેકિંગ: જેમ જેમ ભાર વધે છે, તેમ તેમ સ્થાનિક પ્રદેશ વધુ નોંધપાત્ર રીતે વિકૃત થવા લાગે છે. આ તબક્કો, જેનેગળાનો હાર, મહત્તમ તાણના બિંદુએ ક્રોસ-સેક્શનલ વિસ્તારમાં ઘટાડો લાવે છે. સામગ્રી ખેંચાય છે, અને તેની સ્ફટિક સીમાઓ સરકી જાય છે.
- અલ્ટીમેટ ટેન્સાઇલ સ્ટ્રેન્થ (UTS): અંતિમ તાણ શક્તિ એ છે કે ગરદનવાળા પ્રદેશને જટિલ બનાવતા પહેલા સામગ્રી મહત્તમ તાણ સહન કરી શકે છે, જેના કારણે ફ્રેક્ચર સમગ્ર ક્રોસ-સેક્શનમાં ઝડપથી ફેલાય છે.
2. સંકુચિત ફ્રેક્ચર:
સંકુચિત અસ્થિભંગ ત્યારે થાય છે જ્યારે કોઈ સામગ્રી પર ભાર અક્ષ સાથે એકસાથે દબાણ કરતા બળો આવે છે. આ પ્રકારના અસ્થિભંગના પરિણામેમણકાવાળું, કચડી નાખવું, અનેવિભાજનસામગ્રીનું. સંકુચિત ફ્રેક્ચર સામાન્ય રીતે બહુવિધ ફ્રેક્ચરમાં પરિણમે છે કારણ કે સામગ્રી લાગુ સંકુચિત તણાવનો પ્રતિકાર કરવા માટે સંઘર્ષ કરે છે.
- સ્થિતિસ્થાપક વિકૃતિ: શરૂઆતના તબક્કામાં, સામગ્રીસ્થિતિસ્થાપક વિકૃતિ, જે ભાર દૂર થયા પછી પુનઃપ્રાપ્ત થઈ શકે છે. જો કે, જેમ જેમ ભાર વધે છે, તેમ તેમ સામગ્રી પ્લાસ્ટિક વિકૃતિ તબક્કામાં પ્રવેશ કરે છે.
- પ્લાસ્ટિક વિકૃતિ અને મણકા: નળીવાળા પદાર્થોમાં, સંકુચિત ભાર પ્લાસ્ટિક વિકૃતિનું કારણ બને છે, જે લાગુ ભારને કાટખૂણે મણકા તરીકે પ્રગટ થાય છે. તેનાથી વિપરીત, બરડ પદાર્થો સામાન્ય રીતે સ્થિતિસ્થાપક મર્યાદા ઓળંગાઈ જાય પછી ફ્રેક્ચર થાય છે, કારણ કે તેમાં નોંધપાત્ર પ્લાસ્ટિક વિકૃતિમાંથી પસાર થવાની ક્ષમતાનો અભાવ હોય છે.
- અંતિમ શક્તિ: જ્યારે સામગ્રી તેનામહત્તમ સંકુચિત શક્તિ, બહુવિધ તિરાડો વિકસી શકે છે, જે લાગુ ભાર હેઠળ સામગ્રીના વિભાજન અથવા પતન તરફ દોરી જાય છે.
3. બેન્ડિંગ ફ્રેક્ચર:
બેન્ડિંગ ફ્રેક્ચર ત્યારે થાય છે જ્યારે કોઈ સામગ્રી બાહ્ય બેન્ડિંગ ફોર્સને કારણે તાણ અને સંકુચિત બંને પ્રકારના તણાવનો ભોગ બને છે. એક લાક્ષણિક બેન્ડિંગ ફ્રેક્ચર તાણ બાજુથી ઉદ્ભવે છે, જ્યાં સામગ્રી લંબાઈ અનુભવે છે, અને સામગ્રીની જાડાઈ દ્વારા ફેલાય છે.
- તાણ અને સંકુચિત તાણ: સામગ્રીના બાહ્ય તંતુઓ (લોડ કરેલી બાજુએ) તાણયુક્ત તાણનો અનુભવ કરે છે, જ્યારે આંતરિક તંતુઓ (લાગુ કરેલા ભારની વિરુદ્ધ) સંકુચિત તાણનો અનુભવ કરે છે. આ તાણ તાણયુક્ત બાજુએ નિષ્ફળતાનું કારણ બને છે, જ્યાં તિરાડ અથવા વિકૃતિ થવાની શક્યતા વધુ હોય છે.
- તિરાડ ફેલાવો: જેમ જેમ લાગુ બેન્ડિંગ ફોર્સ વધે છે, તેમ તેમ તાણ બાજુ પર તિરાડો શરૂ થાય છે અને સામગ્રીની જાડાઈમાં સંપૂર્ણપણે ફેલાય છે, જે નિષ્ફળતા તરફ દોરી જાય છે.
ફ્રેક્ચરની મજબૂતાઈ નક્કી કરવા માટેના પરીક્ષણો
સામગ્રીની ફ્રેક્ચર મજબૂતાઈ નક્કી કરવા માટે ઘણા પ્રમાણિત પરીક્ષણોનો ઉપયોગ થાય છે. વિવિધ લોડિંગ પરિસ્થિતિઓમાં સામગ્રી કેવી રીતે કાર્ય કરશે તે સમજવા માટે આ પરીક્ષણો આવશ્યક છે. સામાન્ય ફ્રેક્ચર મજબૂતાઈ પરીક્ષણોમાં ટેન્સાઈલ, કમ્પ્રેશન અને ઈમ્પેક્ટ પરીક્ષણોનો સમાવેશ થાય છે.
1. તાણ પરીક્ષણ:
તાણ પરીક્ષણમાં, એક પ્રમાણિત નમૂના જેમાંગરદનવાળું (કૂતરાના હાડકું)શુદ્ધ તાણમાં આકાર અક્ષીય લોડિંગને આધિન છે. આ પરીક્ષણ સામગ્રી તાણ પ્રત્યે કેવી પ્રતિક્રિયા આપે છે તેનું મૂલ્યાંકન કરવામાં મદદ કરે છે, તેના પર ડેટા પ્રદાન કરે છેસ્થિતિસ્થાપક અને પ્લાસ્ટિક તબક્કાઓ, અંતિમ તાણ શક્તિ (UTS), અનેવિરામ સમયે લંબાઈ.
- પરિણામ: UTS મૂલ્ય એ તણાવ દર્શાવે છે કે જેના પર સામગ્રી ફ્રેક્ચર થશે. તાણ પરીક્ષણ નમ્રતા અને પ્લાસ્ટિક વિકૃતિની સંભાવના વિશે પણ માહિતી પ્રદાન કરે છે.
2. કમ્પ્રેશન ટેસ્ટ:
કમ્પ્રેશન ટેસ્ટમાં પ્રમાણિત ટેસ્ટ બ્લોકને શુદ્ધ કમ્પ્રેશન ફોર્સથી અક્ષીય રીતે લોડ કરવાનો સમાવેશ થાય છે. આ ટેસ્ટ કમ્પ્રેશનનો પ્રતિકાર કરવાની સામગ્રીની ક્ષમતાનું મૂલ્યાંકન કરે છે અને તેના પર ડેટા પ્રદાન કરે છે.સંકુચિત શક્તિઅનેકમ્પ્રેશન મોડ્યુલસ.
- પરિણામ: આ પરીક્ષણ તે બિંદુને ઓળખવામાં મદદ કરે છે જ્યાં સામગ્રી સંકુચિત બળનો સામનો કરી શકતી નથી અને પ્લાસ્ટિકલી વિકૃત થવાનું અથવા નિષ્ફળ થવાનું શરૂ કરે છે.
3. અસર પરીક્ષણ:
અચાનક, ગતિશીલ ભારનો સામનો કરવાની સામગ્રીની ક્ષમતાનું મૂલ્યાંકન કરવા માટે અસર પરીક્ષણ હાથ ધરવામાં આવે છે. એક નમૂનો, સામાન્ય રીતેખાંચાવાળુંક્રેક શરૂ કરવા માટે, ઉચ્ચ-વેગવાળા ઇમ્પેક્ટર દ્વારા અથડાવામાં આવે છે. અથડામણ દરમિયાન શોષાયેલી ઊર્જા અથવા ફ્રેક્ચરની હદ માપવામાં આવે છે.
- પરિણામ: આ પરીક્ષણ જેવા ગુણધર્મો નક્કી કરવામાં મદદ કરે છેઅસર શક્તિઅનેકઠોરતા, જે ગતિશીલ અથવા આઘાત લોડિંગ પરિસ્થિતિઓના સંપર્કમાં આવતી સામગ્રી માટે મહત્વપૂર્ણ છે.
ઉત્પાદનમાં ફ્રેક્ચર સ્ટ્રેન્થ ટેસ્ટ કરવાના ફાયદા
ફ્રેક્ચર સ્ટ્રેન્થનું પરીક્ષણ કરવાથી ચોક્કસ એપ્લિકેશનો માટે સામગ્રીની પસંદગીમાં માર્ગદર્શન આપતી આવશ્યક આંતરદૃષ્ટિ મળે છે. કેટલાક મુખ્ય ફાયદાઓમાં શામેલ છે:
- નબળાઈઓ ઓળખવી: પરીક્ષણ ઉત્પાદકોને સામગ્રીમાં સંભવિત ખામીઓ અથવા નબળાઈઓ શોધવાની મંજૂરી આપે છે જે ચોક્કસ પરિસ્થિતિઓમાં અકાળ નિષ્ફળતા તરફ દોરી શકે છે.
- સામગ્રીની પસંદગી: વિવિધ સામગ્રીઓમાં ફ્રેક્ચરની શક્તિમાં વિવિધતા જોવા મળે છે, અને આ વર્તણૂકોને સમજવાથી એન્જિનિયરોને એવી સામગ્રી પસંદ કરવામાં મદદ મળે છે જે ચોક્કસ એપ્લિકેશનોમાં અપેક્ષિત તાણનો સામનો કરી શકે.
- ડિઝાઇન ઑપ્ટિમાઇઝેશન: ફ્રેક્ચર સ્ટ્રેન્થ ટેસ્ટિંગ ડિઝાઇનમાં તણાવ સાંદ્રતા અથવા નબળા બિંદુઓને ઓળખવામાં મદદ કરે છે, જેનાથી એન્જિનિયરો વધુ સારી કામગીરી માટે સામગ્રીની પસંદગી અને ડિઝાઇન ભૂમિતિને ઑપ્ટિમાઇઝ કરી શકે છે.
- સલામતી: ફ્રેક્ચર સ્ટ્રેન્થ ટેસ્ટ કરાવવાથી એવી સામગ્રી ઓળખવામાં મદદ મળે છે જે ચોક્કસ લોડિંગ પરિસ્થિતિઓમાં નિષ્ફળ થઈ શકે છે, જે એરોસ્પેસ, ઓટોમોટિવ અને તબીબી ઉપકરણો જેવા મહત્વપૂર્ણ કાર્યક્રમોમાં જોખમો ઘટાડે છે.
ઉત્પાદનમાં ફ્રેક્ચર સ્ટ્રેન્થના પરીક્ષણના પડકારો
તેના મહત્વ હોવા છતાં, ઉત્પાદનમાં ફ્રેક્ચર સ્ટ્રેન્થનું પરીક્ષણ અનેક પડકારો રજૂ કરે છે:
- સામગ્રીની વિવિધતા: સમાન ઉત્પાદન બેચમાં પણ, સામગ્રીના ગુણધર્મો બદલાઈ શકે છે, જેના કારણે ફ્રેક્ચર સ્ટ્રેન્થ પરીક્ષણ પરિણામોમાં વિસંગતતાઓ જોવા મળે છે. ઉત્પાદન સ્કેલ તરીકે, સામગ્રીનું કોમોડિટાઇઝેશન છુપાયેલ પરિવર્તનશીલતા રજૂ કરી શકે છે.
- નમૂનાનું કદ અને ભૂમિતિ: પરીક્ષણ નમૂનાનું કદ અને આકાર ફ્રેક્ચર મજબૂતાઈના પરિણામોને નોંધપાત્ર રીતે અસર કરે છે. નાના પરીક્ષણ નમૂનાઓ મોટા ઘટકોના વર્તનને ચોક્કસ રીતે રજૂ કરી શકતા નથી, ખાસ કરીને જ્યારે જટિલ ભૂમિતિઓ સામેલ હોય.
- લોડિંગ શરતો: લોડિંગ સ્થિતિના આધારે ફ્રેક્ચરની મજબૂતાઈ બદલાઈ શકે છે, જેના કારણે પ્રયોગશાળા પરીક્ષણોમાં વાસ્તવિક દુનિયાના તણાવના દૃશ્યોનું અનુકરણ કરવું પડકારજનક બને છે.
- પર્યાવરણીય પરિબળો: તાપમાન, ભેજ અને રાસાયણિક સંપર્ક જેવા પરિબળો સામગ્રીની ફ્રેક્ચર મજબૂતાઈને અસર કરી શકે છે. નિયંત્રિત પર્યાવરણીય પરિસ્થિતિઓ હેઠળ પરીક્ષણ માટે વિશિષ્ટ સાધનોની જરૂર પડે છે.
- તાણ દર સંવેદનશીલતા: કેટલીક સામગ્રીમાં ફ્રેક્ચરના દર-આધારિત ગુણધર્મો હોય છે, જેનો અર્થ એ થાય કે ફ્રેક્ચરની મજબૂતાઈ લોડ કેટલી ઝડપથી લાગુ થાય છે તેના આધારે બદલાઈ શકે છે, જે પરીક્ષણ પરિણામોને જટિલ બનાવે છે.
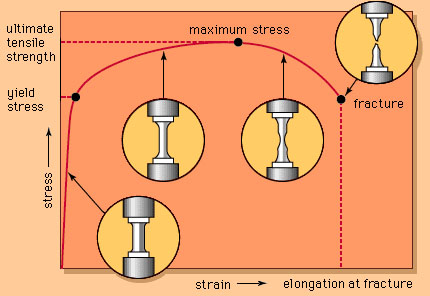
તાણ-તાણ વળાંક અને ફ્રેક્ચર સ્ટ્રેન્થ
આતણાવ-તાણ વળાંકસામગ્રીમાં લાગુ તાણ અને પરિણામી તાણ વચ્ચેના સંબંધને ગ્રાફિકલી રજૂ કરે છે. તે ભાર હેઠળ સામગ્રી કેવી રીતે વિકૃત થાય છે તે અંગે મૂલ્યવાન માહિતી પ્રદાન કરે છે અને ઇજનેરોને સામગ્રીના યાંત્રિક વર્તનને સમજવામાં મદદ કરે છે, ખાસ કરીને તેની ફ્રેક્ચર મજબૂતાઈના સંદર્ભમાં.
- સ્થિતિસ્થાપક વિકૃતિ: લોડિંગના પ્રારંભિક તબક્કામાં, સામગ્રી સ્થિતિસ્થાપક વિકૃતિમાંથી પસાર થાય છે, જ્યાં તણાવ અને તાણ પ્રમાણસર હોય છે. ભાર દૂર કર્યા પછી, સામગ્રી તેના મૂળ આકારમાં પાછી આવે છે.
- પ્લાસ્ટિક વિકૃતિ: જેમ જેમ તાણ વધે છે, તેમ તેમ સામગ્રી પ્લાસ્ટિક વિકૃતિ ક્ષેત્રમાં પ્રવેશ કરે છે, જ્યાં સામગ્રીના આકારમાં કાયમી ફેરફારો થાય છે.
- અંતિમ શક્તિ અને ફ્રેક્ચર પોઇન્ટ: જે બિંદુ પર સામગ્રી લાગુ ભારનો સામનો કરી શકતી નથી તેને ફ્રેક્ચર બિંદુ તરીકે ઓળખવામાં આવે છે, જે ઘણીવાર તણાવ-તાણ વળાંક પર સૂચવવામાં આવે છેઅંતિમ તાણ શક્તિ (UTS).
ફ્રેક્ચરની લાક્ષણિકતાઓ અને પ્રકારો
ફ્રેક્ચરની લાક્ષણિકતાઓ તણાવ હેઠળ સામગ્રીના વર્તન વિશે મૂલ્યવાન સમજ આપી શકે છે. મુખ્ય લાક્ષણિકતાઓમાં શામેલ છે:
- ક્લીવેજ પ્લેન્સ: સરળ, સપાટ સમતલ જેના પર સામગ્રી તૂટે છે, ઘણીવાર સ્ફટિક સીમાઓ સાથે.
- ડિમ્પલ્સ: ફ્રેક્ચર સપાટી પર ગોળાકાર ખાડા, જે ડક્ટાઇલ ફ્રેક્ચર અને ઉર્જા શોષણનું સૂચક છે.
- શીયર લિપ્સ: ફ્રેક્ચર સપાટીઓ તંતુમય અથવા પાવડરી રચના દર્શાવે છે, જે સૂક્ષ્મ-રદબાતલ સંકલનની લાક્ષણિકતા છે.
- હેકલ્સ: ફ્રેક્ચર સપાટી પર શેવરોન પેટર્ન જે તિરાડના પ્રસારની દિશા દર્શાવે છે.
સિરામિક્સ અને કાચની ફ્રેક્ચર સ્ટ્રેન્થ
જેવી સામગ્રીસિરામિક્સઅનેઅકાર્બનિક કાચતેમના પરમાણુ બંધારણને કારણે અલગ ફ્રેક્ચર વર્તણૂકો દર્શાવે છે.
- સિરામિક્સ: તેમની ઉચ્ચ શક્તિ અને કઠિનતા માટે જાણીતા, સિરામિક્સ ખૂબ જ બરડ પણ હોય છે. તેમની પાસે મજબૂત અણુ બંધનો હોય છે પરંતુ પ્લાસ્ટિકલી વિકૃત થવાની મર્યાદિત ક્ષમતા હોય છે, જેના કારણે જ્યારે તેઓ ગંભીર તાણ સ્તરના સંપર્કમાં આવે છે ત્યારે અચાનક ફ્રેક્ચર થવાની સંભાવના રહે છે.
- અકાર્બનિક કાચ: સિરામિક્સથી વિપરીત, અકાર્બનિક કાચ (દા.ત., સિલિકા ગ્લાસ) આકારહીન માળખું ધરાવે છે, જે તાણનું વધુ સમાન વિતરણ તરફ દોરી જાય છે. જ્યારે તેમાં સિરામિક્સ કરતાં વધુ ફ્રેક્ચર તાકાત હોય છે, તે સપાટીની ખામીઓ પ્રત્યે પણ ખૂબ સંવેદનશીલ હોય છે જે તેની શક્તિને નાટકીય રીતે ઘટાડી શકે છે.
નિષ્કર્ષ
ફ્રેક્ચર સ્ટ્રેન્થ એ એક મહત્વપૂર્ણ ભૌતિક ગુણધર્મ છે જેને ઇજનેરો અને ભૌતિક વૈજ્ઞાનિકોએ એવા ઘટકો અથવા માળખાં ડિઝાઇન કરતી વખતે ધ્યાનમાં લેવું જોઈએ જે નોંધપાત્ર તાણમાંથી પસાર થશે. સામગ્રીની ફ્રેક્ચર સ્ટ્રેન્થ અને તેને પ્રભાવિત કરતા પરિબળોને સમજવાથી સામગ્રીની પસંદગીને ઑપ્ટિમાઇઝ કરવામાં, ઉત્પાદન સલામતી વધારવામાં અને ડિઝાઇન કાર્યક્ષમતામાં સુધારો કરવામાં મદદ મળી શકે છે. ટેન્સાઇલ, કોમ્પ્રેસિવ અથવા ઇમ્પેક્ટ ટેસ્ટિંગ દ્વારા, એરોસ્પેસથી લઈને તબીબી ઉપકરણો સુધીના ઉદ્યોગોમાં ઉત્પાદનોની વિશ્વસનીયતા અને ટકાઉપણું સુનિશ્ચિત કરવા માટે ફ્રેક્ચર સ્ટ્રેન્થનું સચોટ મૂલ્યાંકન મહત્વપૂર્ણ છે.
પોસ્ટ સમય: જાન્યુઆરી-25-2025


