
La sfero de fabrikado longe estis dominita de tradiciaj fandaj teknikoj, antikva procezo kiu evoluis dum jarcentoj. Tamen, la apero de metala 3D-presada teknologio revoluciigis kiel ni aliras la kreadon de metalaj partoj. La komparo inter ĉi tiuj du fabrikadaj metodoj - metala 3D-presado kaj tradicia fandado - malkaŝas rakonton de kontrasto, kie antikvaj kaj modernaj teknikoj batalas por supereco en diversaj industrioj.
En ĉi tiu detala komparo, ni esploros la fundamentajn diferencojn interRekta Metala Lasera Sinterado (DMLS), populara metodo en metala 3D-presado kaj tradicia fandado. Per ĉi tiu esplorado, ni traktos kiel faktoroj kiel ekzempleparta dezajno, produktadkvantoj, kajplumbotempojinflui vian elekton de fabrikada procezo.
Kompreni la Bazaĵojn: Metala 3D-Presado kontraŭ Tradicia Muldado
Antaŭ ol plonĝi en la diferencojn inter ĉi tiuj du fabrikadaj procezoj, ni establu bazlinion rigardante kiel ili funkcias en siaj plej simplaj formoj.
Tradicia Gisado: Aĝ-Malnova Procezo
Gisado estas tradicia tekniko, en kiu fandita metalo (aŭ plasto) estas verŝita en muldilon, kiu enhavas la kavaĵon de la fina formo de la parto. Kun la tempo, la likva metalo malvarmiĝas, solidiĝas kaj prenas la formon de la muldilo. La solidiĝinta parto estas poste forigita el la muldilo, post kio ajna fina laboro, kiel maŝinado aŭ polurado, povas esti necesa.
Dum tradicia fandado ofertas altan fidindecon por grandskala produktado, ĝi estasrelative malrapida procezoLa kreado de muldiloj povas esti multekosta kaj tempopostula, kaj la malvarmiga kaj solidiĝa fazo ofte estas malrapida. Krome, la bezono de finaj tuŝoj povas plilongigi la totalan tempolinion.
Metala 3D-Presado: Tavolo-post-tavola Aliro
Kontraste, metala 3D-presado utiligasaldona fabrikadokonstrui partojn tavolon post tavolo. Ĉi tiu procezo tipe implikaspulvora metalo or metalaj filamentojkiuj estas selekteme kunfanditaj kune per altpotencaj laseroj aŭ aliaj energifontoj. Post kiam ĉiu tavolo estas kompletigita, la konstruplatformo moviĝas iomete malsupren, kaj freŝa tavolo de pulvoro estas deponita.
Ĉi tiu tavol-post-tavola aliro ofertas grandegan flekseblecon, permesante la kreadon de partoj kunkomplikaj geometriojkaj alta precizeco. Kvankam la presprocezo mem povas esti tempopostula — precipe por pli grandaj partoj — la rezultoj ofte superas la precizecon kaj kompleksecon, kiujn tradicia fandado povas provizi.
Ŝlosilaj Faktoroj por Konsideri: Parta Dezajno, Kvantoj kaj Livertempoj
La decido uzimetala 3D-presadokontraŭtradicia gisadodependas de kelkaj kritikaj faktoroj, inkluzive de lakomplekseco de la parta dezajno, lakvanto de bezonataj partoj, kaj laplumbotempojnecesa por liverado. Ni esploru ĉi tiujn faktorojn pli detale.
Parta Dezajno: Kiu Procezo Pli Bone Pritraktas Kompleksecon?
Gisado: Taŭga por Simplaj Partoj
Gisado estas bonega elekto por krei partojn kunsimplaj geometriojaŭ partoj kiuj ne postulas komplikajn internajn trajtojn. Se la dezajno de la parto estas relative simpla, fandado povas esti efika kaj kostefika. Tamen, kiam la komplekseco de la parto pliiĝas, tradicia fandado alfrontas certajn limigojn.
- Limigoj en Fluo kaj DetaloKiam oni traktasmalgrandaj aŭ komplikaj trajtoj, fandado fariĝas problema. Likva metalo malfacile fluas en malgrandajn kanalojn aŭ komplikajn kavaĵojn ene de la muldilo, ofte rezultante ennekompletaj aŭ malbone formitaj partojEkzemple, partoj kun maldikaj muroj, internaj malplenoj aŭ kompleksaj geometrioj eble ne estas ĝuste formitaj per fandado.
- Limigoj de Muldila DezajnoKrome, la muldilo mem prezentas limojn. Kompleksaj muldiloj estas ne nur multekostaj kaj tempopostulaj por krei, sed ankaŭ postulas zorgeman konsideron de faktoroj kiel materialfluo, malvarmiĝrapidecoj kaj ŝrumpado dum solidiĝo.
Metala 3D-Presado: Libereco en Komplekseco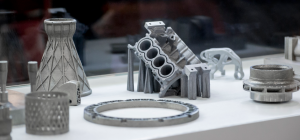
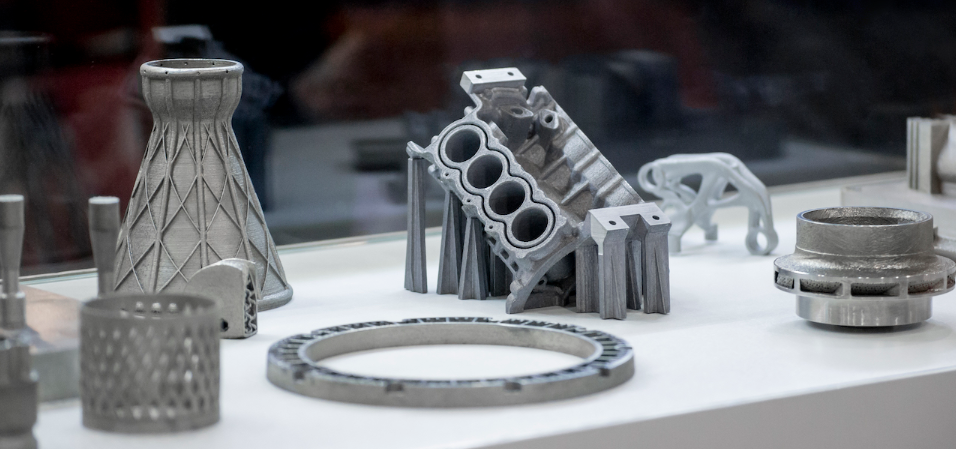
Kontraste,metala 3D-presadoprosperas kiam temas pri kompleksaj kaj komplikajn dezajnojn. La tavolo-post-tavola procezo ebligas al fabrikantoj krei partojn kunfajnaj internaj strukturoj, kompleksaj geometrioj, kajpersonecigitaj funkciojtio estus preskaŭ neeble atingi per gisado.
- Komplikaj DezajnojMalgrandaj truoj, kavaĵoj aŭ internaj kanaloj — trajtoj, kiujn estus malfacile fandeblaj — povas esti senpene kreitaj en 3D-presita parto.
- AdaptadoSe via dezajno postulas oftajn ŝanĝojn aŭ ripetojn, metala 3D-presado permesas rapidajn alĝustigojn sen bezono de novaj muldiloj aŭ iloj. Simple alŝutu novan dezajnodosieron kaj daŭrigu la produktadprocezon.
Krome,3D-presadosubtenas plinovigaj geometriojkiel ekzemplekradaj strukturoj, internaj malvarmigaj kanaloj, kaj organikaj formoj, kiuj reduktas materialan uzon kaj plibonigas la rendimenton de partoj.
Precizeco: Kiu Procezo Liveras Pli Bonan Precizecon?
Gisado: Defioj kun Toleremo kaj Ŝrumpado
Kiam temas pri precizeco,tradicia gisadopovas esti defio. Kvankam fandado povas atingi sufiĉe altajn toleremojn, laŝrumpiĝo de la materialodum ĝi malvarmiĝas enkondukas ŝanĝiĝemon en la dimensioj de la fina parto. Ĉi tiu fenomeno, konata kielgisada ŝrumpado, estas rezulto de la metalo kontraktiĝanta dum ĝi transiras de likvaĵo al solida stato.
- Asembleaj ProblemojPor partoj kiuj postulas kunmetadon, fandado povas prezenti pliajn defiojn. Kompleksaj kunmetoj ofte necesigas lutumadon aŭ veldadon, procezojn kiuj povas enkonduki malprecizaĵojn kaj kompromiti la ĝeneralan integrecon de la parto.
- Materiala kaj Temperaturo-SentemoLa precizeco de fandado ankaŭ estas influata de la tipo de uzata materialo kaj la temperaturo, je kiu ĝi estas verŝita. Iometa vario en temperaturo aŭ materialkvalito povas kaŭzi faktkonfliktojn en la fina parto.
Metala 3D-Presado: Precizeco kaj Konsekvenco
Metala 3D-presado elstaras kiam temas priprecizecoLa uzo delasera sintrado(en procezoj kiel DMLS) permesas fajnan kontrolon super la partodimensioj, produktante partojn kiujstrikte aliĝas al CAD-specifoj.
- Preskaŭ Nula ŜrumpadoMetalaj 3D-presitaj partoj montras minimuman ŝrumpadon, ĉar la lasero precize kunfandas la metalpulvoron en kontrolita medio, certigante ke la partoj konservas siajn desegnitajn dimensiojn.
- KonsekvencoĈar 3D-presado estas treaŭtomatigitaprocezo, ĝi ofertas koherajn rezultojn tra pluraj aroj. Ĉi tiu nivelo de kontrolo certigas, ke ĉiu parto estas preskaŭ identa laŭ grandeco, formo kaj surfaca finpoluro.
Plie,3D-presadoavantaĝoj de tujaretrosciigotraDezajno por Fabrikado (DFM)iloj, kiuj analizas la CAD-dosieron por certigi produkteblecon kaj provizi realtempajn rekomendojn.
Parta Grandeco: Kiel Ĉiu Procezo Pritraktas Grandajn aŭ Malgrandajn Partojn?
Gisado: Ideala por Pli Grandaj Partoj
Tradicia fandado bone taŭgas por krei grandajn partojn, ĉar ĝi povas efike fabriki erojn kiel ekzemplemotorblokoj, turbinklingoj, kajpontaj komponantojLa skalo kaj fortikeco de fandado igas ĝin la plej uzata metodo por fabrikado de grandaj, pli volumenaj partoj.
Tamen, ekzistas limo al la skalo de partoj, kiujn oni povas ekonomie fandi. Krei muldilon por masiva parto postulas signifan investon en ekipaĵo, spaco kaj rimedoj.
Metala 3D-Presado: Puŝante Limojn en Grandeco
Dummetala 3D-presadoĝenerale pli bone konatas pro produktado de pli malgrandaj partoj, modernaj progresoj ebligas ankaŭ la produktadon de pli grandaj komponantoj. Multaj altkvalitaj3D-metalaj printilojpovas krei partojn tiel grandajn kiel31,5 coloj x 15,7 coloj x 19,7 coloj (400mm x 800mm x 500mm)Tamen, grandaj partoj ankoraŭ prezentaspli longa prestempokaj eble postulospluraj pressesiojkompletigi.
- Modula ProduktadoPor grandaj partoj,metala 3D-presadoofertas la eblecon krei pli malgrandajn sekciojn, kiujn oni povas poste kunmeti. Tio povas esti plikostefikaaliro kompare kun tradiciaj metodoj, kiuj postulas masivajn ŝimojn.
Kvantaj Konsideroj: Malgranda Volumo kontraŭ Grandvolumena Produktado
Gisado: Plej bona por altvolumena produktado
Fandado brilas en grandkvanta fabrikado. La procezo fariĝas pli kostefika ju pliiĝas la nombro de partoj. La komencaj kostoj demuldilo-kreadoestas altaj, sed kiam la produktado pligrandiĝas, la kosto po unuo draste malaltiĝas.
Tamen, krei ŝimojn por malaltkvantaj produktadoj estasfinanca ŝarĝoLa kosto de la aranĝo de la muldilo kaj la atendtempo por la kapacito de la fandejo povas igi malgrandajn kvantojn de partoj nepraktikaj.
Metala 3D-Presado: Malalt-Voluma Efikeco
Kontraste, metala 3D-presado estas ideala pormalalt-volumena produktadoĈar ne necesas muldiloj aŭ iloj, fabrikantoj povas krei malgrandajn arojn da partoj sen la komencaj ĝeneralaj kostoj de tradicia fandado.
- Fleksebleco en ProduktadoPresado de pluraj pli malgrandaj partoj samtempe en unu aro povas rapidigi la produktadotempojn. Krome,DMLSkaj aliaj3D-presadoteknikoj ebligas facilan prototipadon kaj modifojn, eliminante la bezonon de ampleksa reorganizado aŭ prokrastoj.
Livertempoj: Akceli Produktadon
Gisado: Longaj Livertempoj
Livertempoj en tradicia gisado povas esti ekstreme longaj, precipe kiamnovaj ŝimojestas necesaj aŭ kiamfandejojhavas longajn atendolistojn. Eĉ se vi jam havas ekzistantan muldilon, lagisadprocezomem povas daŭri plurajn semajnojn aŭ eĉ monatojn, precipe por grandaj aŭ komplikaj partoj. Krome, se estas eraroj en la muldilo aŭ dezajno, la templinio rekomenciĝas.
Metala 3D-Presado: Rapida Liverado
Aliflanke,metala 3D-presadoprovizas drastan redukton de la livertempo. Partoj ofte povas esti presitaj ene detagoj, eĉ por pli grandaj, pli kompleksaj komponantoj. Dum pli grandaj partoj povas bezoni pli da tempo por presi, lafleksebleco kaj rapidecoofertita de aldona fabrikado estasnekompareblakompare kun tradiciaj metodoj.
Aplikoj: Kiu Metodo Funkcias Plej Bone por Malsamaj Industrioj?
Gisado: La Spino de Peza Industrio
Tradicia gisado daŭre dominas industriojn kie laparta grandecokajfortoestas kritikaj. Ĝi estas vaste uzata en industrioj kiel ekzemple:
- TransportadoAŭtopartoj kiel motorblokoj, transmisiaj enfermaĵoj kaj pendkomponantoj.
- Aerospaco kaj MarsoldatoKomponantoj kiel ekzempleturbinklingoj, helicoj, kajstrukturaj partoj.
- Peza MaŝinaroGrandaj partoj kiuj postulasfortokajdaŭripovo, kiel ekzemplehidraŭlikaj sistemojkajmotoraj komponantoj.
Ĉi tiuj industrioj profitas de la kapablo de fandado fabriki fortikajn, grandskalajn partojn, eĉ se la dezajno eble ne postulas komplikajn trajtojn.
Metala 3D-Presado: Pionira Novigado
Male, metala 3D-presado ofte estas uzata por partoj kiuj postulasprecizeco, personigo, aŭkompleksaj geometriojĜi havas signifan rolon en:
- PrototipadoLa kapablo rapide produkti prototipojn enproduktad-kvalitaj metalojtransformis la manieron kiel kompanioj alproksimiĝas al produktevoluigo.
- AerospacoKompleksaj partoj kielturbinklingoj or fuelaj ajutojkiuj postulas internajn malvarmigajn kanalojn aŭ optimumigitajn formojn.
- Medicinaj AparatojSpecialaj enplantaĵoj, kirurgiaj iloj kaj protezoj adaptitaj al la anatomio de la paciento.
Hibridaj Aliroj: Utiligante Ambaŭ Metodojn
Interese, kelkaj kompanioj nun esploras la kombinon de ambaŭ fabrikadmetodoj. Ekzemple,metalaj 3D-presitaj muldilojpovas esti uzata por faciligigisado, permesante al fabrikantoj profiti de la fleksebleco de aldona fabrikado kaj la produktadefikeco de tradicia fandado.
Rapida Komparo: Gisado kontraŭ Metala 3D-Presado
| Karakteriza | Gisado | Metala 3D-presado |
|---|---|---|
| Limtempoj | Longa (povas superi jaron) | Rapida (kutime tagoj ĝis semajnoj) |
| Produktada Havebleco | Limigitaj fandejoj, menditaj anticipe | Kreskanta nombro da maŝinoj, kreskanta kapacito |
| Partaj Ŝanĝoj | Ŝanĝoj postulas novajn ŝimojn | Tujaj ŝanĝoj per CAD-ĝisdatigoj |
| Komencaj Kostoj | Multekostaj ŝimoj | Neniu ilaro necesas |
| Peco-Parta Kosto | Pli malalta kun altaj kvantoj | Pli alta ĉe malaltaj kvantoj, sed ne multe malpliiĝas kun skalo |
| Materiala Elekto | Vasta vario havebla | Limigita, sed ekspansiiĝante kun ŝlosilaj metaloj kiel aluminio, titanio kaj rustorezista ŝtalo |
Konkludo: La Estonteco de Metalfabrikado
Ambaŭmetala 3D-presadokajtradicia gisadoofertas apartajn avantaĝojn depende de la apliko. Dum tradicia fandado restas la plej bona elekto por grandaj, simplaj partoj produktitaj en grandaj kvantoj,metala 3D-presadoelstaras en la sfero depersonigo, komplekseco, kajmalaltaj ĝis mezgrandaj volumenaj kuroj.
As aldona fabrikadodaŭre evoluas, la fleksebleco kaj efikeco de metala 3D-presado pretas defii la superecon de tradicia fandado, precipe en industrioj kiuj postulas precizecon kaj rapidecon.
Por multaj kompanioj, la estonteco povas implikihibrida aliro, kombinante la plej bonan el ambaŭ mondoj. Ĉu vi elektas metalan 3D-presadon, tradician fandadon, aŭ kombinaĵon de ambaŭ, kompreni la fortojn kaj limojn de ĉiu procezo helpos vin fari la plej informitan decidon por viaj fabrikadaj bezonoj.
Afiŝtempo: 22-a de januaro 2025


