
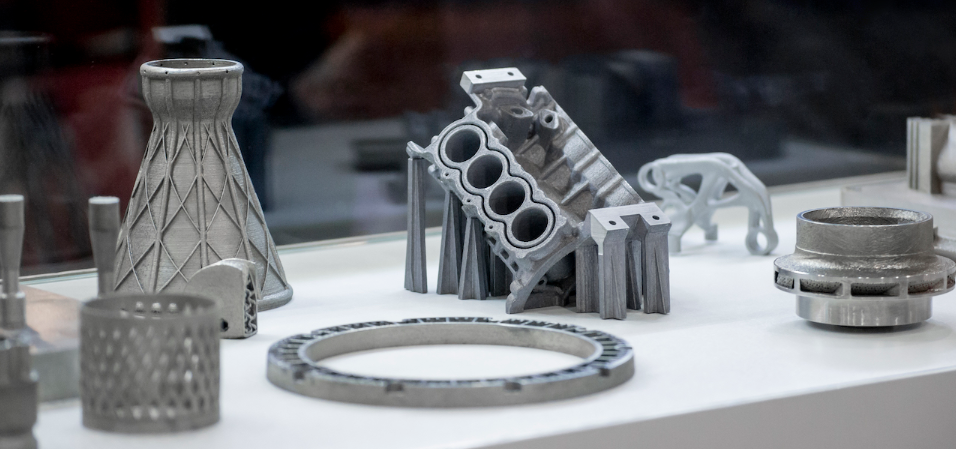
Manufacturingитештерү өлкәсендә күптән традицион кастинг техникасы өстенлек итә, гасырлар дәвамында үсеш алган процесс. Ләкин, металл 3D полиграфия технологиясе барлыкка килү, без металл детальләр ясауга карашыбызны үзгәртте. Бу ике җитештерү ысулы белән чагыштыру - металл 3D басма һәм традицион кастинг - контраст хикәясен ачып бирә, анда борыңгы һәм заманча техника төрле тармакларда өстенлек өчен көрәшә.
Бу җентекле чагыштыруда без төп аермаларны өйрәнербезТуры металл лазер синтеринг (DMLS), металл 3D басма һәм традицион кастингта популяр ысул. Бу эзләнүләр аша без ничек факторларга мөрәҗәгать итәрбезөлеш дизайны, җитештерү күләмнәре, һәмәйдәп бару вакытыҗитештерү процессын сайлауда йогынты яса.
Нигезләрне аңлау: Металл 3D Басма vs. Традицион кастинг
Бу ике җитештерү процессы арасындагы аермаларга чумганчы, әйдәгез аларның иң гади формаларында ничек эшләвен карап, нигез салыйк.
Традицион кастинг: күп гасырлык процесс
Кастинг - эретелгән металл (яки пластик) соңгы өлеш формасының куышлыгын үз эченә алган формага салынган вакыт белән мактаулы техника. Вакыт узу белән сыек металл салкынлаша, ныгыта һәм форма ала. Аннары каты өлеш формадан чыгарыла, аннан соң эшкәртү яки бизәү кебек теләсә нинди бетү эше кирәк булырга мөмкин.
Традицион кастинг зур масштаблы җитештерү өчен югары ышанычлылык тәкъдим итсә дә, ачагыштырмача әкрен процесс. Формалар ясау кыйммәт һәм күп вакыт таләп итә ала, һәм суыту һәм катыландыру этабы еш кына әкрен бара. Өстәвенә, бетү кирәклеге гомуми срокны озайтырга мөмкин.
Металл 3D Басма: Катлам-кат-кат алым
Моннан аермалы буларак, металл 3D басма кулланылаөстәмә җитештерүөлешләр катламы төзү. Бу процесс гадәттә катнашапорошок металл or металл филаментларАлар югары көчле лазерлар яки башка энергия чыганаклары белән сайлап кушылган. Eachәр катлам беткәч, төзү платформасы бераз аска төшә, һәм яңа порошок катламы урнаштырыла.
Бу катлам-катлам алым бик зур сыгылучылык тәкъдим итә, аның белән өлешләр ясарга мөмкинлек бирәкатлаулы геометрияһәм югары төгәллек. Басу процессы үзе күп вакыт таләп итә алса да, аеруча зур өлешләр өчен - нәтиҗәләр еш кына традицион кастинг бирә алган төгәллек һәм катлаулылыктан артып китә.
Уйланырга тиешле төп факторлар: өлеш дизайны, саннар, әйдәп баручы вакыт
Куллану карарыметалл 3D басмакаршытрадицион кастингберничә критик факторга, шул исәптәнөлеш дизайнының катлаулылыгы,.кирәкле өлешләр саны, һәмәйдәп бару вакытыкитерү өчен кирәк. Әйдәгез, бу факторларны җентекләп өйрәник.
Партия дизайны: Кайсы процесс катлаулылыкны яхшырак эшли?
Кастинг: Гади өлешләр өчен яраклы
Кастинг - детальләр ясау өчен бик яхшы сайлаугади геометрияяки катлаулы эчке үзенчәлекләрне таләп итмәгән өлешләр. Әгәр дә өлешнең дизайны чагыштырмача туры булса, кастинг эффектив һәм чыгымлы булырга мөмкин. Ләкин, өлешнең катлаулылыгы арта барган саен, традицион кастинг билгеле чикләүләр белән очраша.
- Агымдагы чикләүләр: Эшләгәндәкечкенә яки катлаулы үзенчәлекләр, кастинг проблемалы була. Сыек металл кечкенә каналларга яки формадагы катлаулы куышларга агып китүдә кыенлыклар тудыра, еш кынатулы булмаган яки начар формалашкан өлешләр. Мәсәлән, нечкә диварлары, эчке бушлыклары яки катлаулы геометриясе булган өлешләр кастинг аша дөрес формалашмаска мөмкин.
- Көле дизайн чикләүләре: Өстәвенә, форма үзе чикләүләр китерә. Катлаулы формалар ясау кыйммәт һәм күп вакыт таләп итми, шулай ук материаль агым, суыту темплары, катылану вакытында кысылу кебек факторларны игътибар белән карарга тиеш.
Металл 3D Басма: Катлаулы ирек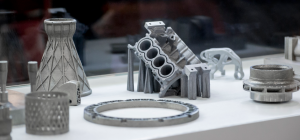
Киресенчә,металл 3D басмакатлаулы һәм катлаулы конструкцияләр белән эш иткәндә чәчәк ата. Катлам-кат процессы җитештерүчеләргә өлешләр ясарга мөмкинлек бирәяхшы эчке структуралар, катлаулы геометрия, һәмүзенчәлекле үзенчәлекләркастинг аша ирешеп булмый диярлек.
- Катлаулы дизайннар: Кечкенә тишекләр, куышлыклар яки эчке каналлар - ташлау кыен булган үзенчәлекләр - 3D басма өлешендә тырышлык белән ясалырга мөмкин.
- Custзенчәләштерү. Яңа дизайн файлын йөкләгез һәм җитештерү процессын дәвам итегез.
Моннан тыш,3D басмакүбрәк ярдәм итәинновацион геометриякебектакталар структуралары, эчке суыту каналлары, материаль куллануны киметүче һәм өлеш эшләрен яхшыртучы органик формалар.
Төгәллек: Кайсы процесс яхшырак төгәллек бирә?
Кастинг: Толерантлык һәм кысылу белән проблемалар
Төгәллеккә килгәндә,традицион кастингавыр булырга мөмкин. Кастинг югары толерантлыкка ирешә алса даматериалның кысылуысалкынча соңгы өлешнең үзгәрүчәнлеген кертә. Бу күренешкастинг, металл контракт нәтиҗәсе, чөнки ул сыеклыктан каты хәлгә күчә.
- Ассамблея проблемалары: Assemblyыюны таләп итә торган өлешләр өчен кастинг алга таба кыенлыклар тудырырга мөмкин. Катлаулы җыюлар еш кына эретеп ябыштыруны, эретеп ябыштыруны таләп итә, төгәлсезлекләр кертә ала һәм өлешнең гомуми бөтенлеген боза ала.
- Материал һәм температурага сизгерлек: Кастингның төгәллеге кулланыла торган материал төренә һәм ул салынган температурага да кагыла. Температураның яки материаль сыйфатның бераз үзгәрүе соңгы өлештә туры килмәүгә китерергә мөмкин.
Металл 3D Басма: Төгәллек һәм эзлеклелек
Металл 3D басма турында сүз баргандатөгәллек. Кулланулазер синтеринг(DMLS кебек процессларда) өлешне яхшы контрольдә тотарга мөмкинлек бирәүлчәмнәре, өлешләр җитештерүCAD спецификацияләрен тыгыз үтәгез.
- Нуль кысу янында: Металл 3D басма өлешләр минималь кысылуны күрсәтәләр, чөнки лазер металл порошокны контроль мохиттә төгәл куша, өлешләр конструкцияләнгән үлчәмнәрен саклый.
- Эзлеклелек: 3D басма бик югары булганлыктанавтоматлаштырылганпроцесс, ул берничә партиядә эзлекле нәтиҗәләр тәкъдим итә. Бу контроль дәрәҗәсе һәр өлешнең зурлыгы, формасы, өслеге бетү ягыннан диярлек охшаш булуын тәэмин итә.
Өстәвенә,3D басмамизгелдән файдакире кайтуашаManufactитештерү өчен дизайн (DFM)җитештерүчәнлекне тәэмин итү һәм реаль вакыттагы тәкъдимнәр бирү өчен CAD файлын анализлаучы кораллар.
Партия размеры: Eachәрбер процесс зур яки кечкенә өлешләрне ничек эшкәртә?
Кастинг: Зур өлешләр өчен идеаль
Традицион кастинг зур өлешләр ясау өчен бик яраклы, чөнки ул кебек әйберләрне эффектив җитештерә аладвигатель блоклары, турбина плиталары, һәмкүпер компонентлары. Кастингның масштабы һәм ныклыгы аны зур, зуррак өлешләр җитештерү ысулына әйләндерә.
Ләкин, экономик яктан ташланырга мөмкин булган өлешләр масштабында чикләү бар. Зур өлеш өчен форма ясау җиһазларга, киңлеккә, ресурсларга зур инвестицияләр таләп итә.
Металл 3D Басма: Чикләрне Размерга этәрү
Шул ук вакыттаметалл 3D басмагадәттә кечерәк өлешләр җитештерү белән танылган, заманча алгарышлар зуррак компонентлар җитештерергә мөмкинлек бирә. Күпчелек югары дәрәҗәдәге3D металл принтерларкебек зур өлешләр ясый ала31,5, х 15,7, х 19,7 (400 мм х 800 мм х 500 мм). Ләкин, зур өлешләр әле дә аозынрак бастыру вакытыһәм таләп итә алаберничә басма сессиясетәмамларга.
- Модульле җитештерү: Зур өлешләр өчен,металл 3D басмасоңрак җыелырга мөмкин булган кечерәк бүлекләр булдыру мөмкинлеген тәкъдим итә. Бу тагын да күбрәк булырга мөмкинчыгымлымассив формалар таләп итә торган традицион ысуллар белән чагыштырганда.
Сан турында уйланулар: Түбән күләмле vs. Volгары күләмле җитештерү
Кастинг: Volгары күләмле җитештерү өчен иң яхшысы
Кастинг югары күләмле җитештерүдә балкый. Процесслар кыйммәтрәк була, өлешләр саны арта. Башлангыч чыгымнарформа ясауюгары, ләкин җитештерү таразасы буларак, берәмлеккә бәя кискен төшә.
Ләкин, аз күләмле йөгерү өчен формалар ясау афинанс йөге. Форманы урнаштыру бәясе һәм фабрика куәтен көтү вакыты кечкенә өлешләрне эшкәртмәскә мөмкин.
Металл 3D басма: Түбән күләмле эффективлык
Моннан аермалы буларак, металл 3D басма өчен идеальаз күләмле җитештерү. Формаларга яки коралландыруга ихтыяҗ булмаганлыктан, җитештерүчеләр традицион кастингның башлангыч чыгымнарыннан башка кечкенә өлешләр ясый ала.
- Producитештерүнең сыгылмасы: Берьюлы берничә кечерәк өлешне берьюлы бастыру җитештерү вакытын тизләтергә мөмкин. Моннан тыш,DMLSһәм бүтән3D басматехника җиңел прототиплаштыру һәм модификацияләү мөмкинлеген бирә, киң ретулинг яки тоткарлык кирәклеген бетерә.
Алдынгы вакыт: җитештерүне тизләтү
Кастинг: Озын вакыт
Традицион кастингта әйдәп баручы вакыт бик озын булырга мөмкин, аеруча кайчаняңа формаларкирәк яки кайчанфабрикаларозак көтү исемлекләре бар. Сездә булган форма булса да ,.кастинг процессыүзе берничә атна, хәтта айлар ала ала, аеруча зур яки катлаулы өлешләр өчен. Моннан тыш, формада яки дизайнда хаталар булса, вакыт сызыгы үзгәртелә.
Металл 3D Басма: Тиз әйләнү
Икенче яктан,металл 3D басмакургаш вакытының кискен кимүен тәэмин итә. Детальләр еш кына бастырылырга мөмкинкөннәр, хәтта зуррак, катлаулы компонентлар өчен. Зур өлешләр бастыру өчен озаграк вакыт кирәк булса дасыгылучылык һәм тизлекөстәмә җитештерү тәкъдим итәчагыштыргысызтрадицион ысуллар белән чагыштырганда.
Кушымталар: Төрле тармаклар өчен нинди ысул иң яхшы эшли?
Кастинг: Авыр сәнәгатьнең нигезе
Традицион кастинг тармакларда өстенлек итүен дәвам итәөлеш күләмеһәмкөчкритик. Бу тармакларда киң кулланыла:
- Транспорт: Двигатель блоклары, тапшыру корпуслары, асылмалы компонентлар кебек автомобиль детальләре.
- Аэрокосмик һәм диңгез: Компонентлартурбина плиталары, пропеллер, һәмструктур өлешләр.
- Авыр техника: Зур өлешләркөчһәмныклыккебекгидротехник системаларһәмдвигатель компонентлары.
Бу промышленность кастингның нык, зур күләмле детальләр җитештерү мөмкинлегеннән файдалана, дизайн катлаулы үзенчәлекләрне таләп итмәсә дә.
Металл 3D Басма: Пионер инновациясе
Киресенчә, металл 3D басма еш кирәк булган өлешләр өчен кулланылатөгәллек, көйләү, якикатлаулы геометрия. Аның мөһим роле бар:
- Прототиплау: Прототипларны тиз җитештерә белүҗитештерү класслы металлларкомпанияләрнең продукт үсешенә карашын үзгәртте.
- Аэрокосмос: Катлаулы өлешләртурбина плиталары or ягулыкэчке суыту каналларын яки оптималь формаларны таләп итә.
- Медицина җайланмалары: Пациент анатомиясенә яраклаштырылган имплантатлар, хирургия кораллары, протезлар.
Гибрид алымнар: Ике ысул белән идарә итү
Кызык, кайбер компанияләр хәзер җитештерү ысулларының берләшүен өйрәнәләр. Мәсәлән,металл 3D басма формаларҗиңеләйтү өчен кулланылырга мөмкинкастинг, җитештерүчеләргә өстәмә җитештерүнең сыгылмалылыгыннан һәм традицион кастингның җитештерү эффективлыгыннан файдаланырга мөмкинлек бирү.
Тиз чагыштыру: Кастинг vs. Металл 3D Басма
| Характеристика | Кастинг | Металл 3D басма |
|---|---|---|
| Lead Times | Озын (бер елдан артып китә ала) | Тиз (гадәттә берничә көннән атналарга) |
| Producитештерү мөмкинлеге | Алдан броньланган чикләнгән фабрикалар | Машиналар саны арту, сыйдырышлыкны арттыру |
| Партия үзгәреше | Esзгәрешләр яңа формалар таләп итә | CAD яңартулары аша тиз үзгәрешләр |
| Башлау чыгымнары | Кымбат формалар | Кораллау кирәк түгел |
| Пис-өлеш бәясе | Күп күләмдә түбән | Аз күләмдә югарырак, ләкин масштаб белән күп кимеми |
| Материал сайлау | Киң төрлелек бар | Чикләнгән, ләкин алюминий, титан, дат басмаган корыч кебек төп металллар белән киңәю |
Йомгаклау: Металл җитештерүнең киләчәге
Икесе дәметалл 3D басмаһәмтрадицион кастингкушымтага карап аерым өстенлекләр тәкъдим итегез. Традицион кастинг зур күләмдә җитештерелгән зур, гади өлешләр өчен иң яхшы сайлау булып кала,металл 3D басмаөлкәсендә искиткечкөйләү, катлаулылыгы, һәмтүбән-уртача күләм эшли.
As өстәмә җитештерүүсешен дәвам итә, металл 3D бастыруның сыгылмасы һәм эффективлыгы традицион кастингның өстенлегенә каршы торырга әзер, аеруча төгәллек һәм тизлек таләп иткән тармакларда.
Күпчелек компанияләр өчен киләчәк агибрид алым, ике дөньяның иң яхшысын берләштереп. Металл 3D басма, традицион кастинг яки икесенең комбинациясен сайлыйсызмы, һәр процессның көчле һәм чикләнгән якларын аңлау сезнең җитештерү ихтыяҗларыгыз өчен иң мәгълүматлы карар кабул итәргә булышачак.
Пост вакыты: 22-2025 гыйнвар


