
ଉତ୍ପାଦନ କ୍ଷେତ୍ରରେ ପାରମ୍ପରିକ କାଷ୍ଟିଂ କୌଶଳ ଦୀର୍ଘକାଳ ଧରି ପ୍ରଭାବଶାଳୀ ହୋଇଆସିଛି, ଏହା ଏକ ପୁରୁଣା ପ୍ରକ୍ରିୟା ଯାହା ଶତାବ୍ଦୀ ଧରି ବିକଶିତ ହୋଇଆସିଛି। ତଥାପି, ଧାତୁ 3D ମୁଦ୍ରଣ ପ୍ରଯୁକ୍ତିର ଆଗମନ ଧାତୁ ଅଂଶ ସୃଷ୍ଟି କରିବାର ଆମର ପଦ୍ଧତିକୁ ବିପ୍ଳବୀ କରିଛି। ଏହି ଦୁଇଟି ଉତ୍ପାଦନ ପଦ୍ଧତି - ଧାତୁ 3D ମୁଦ୍ରଣ ଏବଂ ପାରମ୍ପରିକ କାଷ୍ଟିଂ - ମଧ୍ୟରେ ତୁଳନା ଏକ ବିପରୀତ କାହାଣୀକୁ ପ୍ରକାଶ କରେ, ଯେଉଁଠାରେ ପ୍ରାଚୀନ ଏବଂ ଆଧୁନିକ କୌଶଳ ବିଭିନ୍ନ ଶିଳ୍ପରେ ସର୍ବୋଚ୍ଚତା ପାଇଁ ଲଢ଼େଇ କରନ୍ତି।
ଏହି ବିସ୍ତୃତ ତୁଳନାରେ, ଆମେ ମଧ୍ୟରେ ଥିବା ମୌଳିକ ପାର୍ଥକ୍ୟଗୁଡ଼ିକୁ ଅନୁସନ୍ଧାନ କରିବୁପ୍ରତ୍ୟକ୍ଷ ଧାତୁ ଲେଜର ସିଣ୍ଟରିଂ (DMLS), ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ ଏବଂ ପାରମ୍ପରିକ କାଷ୍ଟିଂରେ ଏକ ଲୋକପ୍ରିୟ ପଦ୍ଧତି। ଏହି ଅନୁସନ୍ଧାନ ମାଧ୍ୟମରେ, ଆମେ କିପରି କାରଣଗୁଡ଼ିକୁ ସମାଧାନ କରିବୁ ଯେପରିକିଅଂଶ ଡିଜାଇନ୍, ଉତ୍ପାଦନ ପରିମାଣ, ଏବଂଅଗ୍ରଣୀ ସମୟଆପଣଙ୍କ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ପସନ୍ଦକୁ ପ୍ରଭାବିତ କରିବ।
ମୌଳିକ ବିଷୟଗୁଡ଼ିକୁ ବୁଝିବା: ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ ବନାମ ପାରମ୍ପରିକ କାଷ୍ଟିଂ
ଏହି ଦୁଇଟି ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ଦେଖିବା ପୂର୍ବରୁ, ଆସନ୍ତୁ ଏଗୁଡ଼ିକ କିପରି ସରଳ ରୂପରେ କାର୍ଯ୍ୟ କରେ ତାହା ଦେଖି ଏକ ମୂଳସୀମା ସ୍ଥାପନ କରିବା।
ପାରମ୍ପରିକ କାଷ୍ଟିଂ: ଏକ ପୁରୁଣା ପ୍ରକ୍ରିୟା
କାଷ୍ଟିଂ ଏକ ସମୟ-ସମ୍ମାନିତ କୌଶଳ ଯେଉଁଥିରେ ତରଳ ଧାତୁ (କିମ୍ବା ପ୍ଲାଷ୍ଟିକ୍)କୁ ଏକ ଛାଞ୍ଚରେ ଢାଳି ଦିଆଯାଏ ଯେଉଁଥିରେ ଶେଷ ଅଂଶର ଆକାରର ଗହ୍ବର ଥାଏ। ସମୟ ସହିତ, ତରଳ ଧାତୁ ଥଣ୍ଡା ହୁଏ, ଘନ ହୁଏ ଏବଂ ଛାଞ୍ଚର ରୂପ ନେଇଥାଏ। ତା'ପରେ କଠିନ ହୋଇଥିବା ଅଂଶକୁ ଛାଞ୍ଚରୁ ବାହାର କରିଦିଆଯାଏ, ଯାହା ପରେ ମେସିନିଂ କିମ୍ବା ପଲିସିଂ ଭଳି ଯେକୌଣସି ଶେଷ କାର୍ଯ୍ୟ ଆବଶ୍ୟକ ହୋଇପାରେ।
ଯଦିଓ ପାରମ୍ପରିକ କାଷ୍ଟିଂ ବଡ଼ ପରିମାଣର ଉତ୍ପାଦନ ପାଇଁ ଉଚ୍ଚ ନିର୍ଭରଯୋଗ୍ୟତା ପ୍ରଦାନ କରେ, ଏହା ଏକଅପେକ୍ଷାକୃତ ଧୀର ପ୍ରକ୍ରିୟା। ଛାଞ୍ଚ ସୃଷ୍ଟି କରିବା ମହଙ୍ଗା ଏବଂ ସମୟସାପେକ୍ଷ ହୋଇପାରେ, ଏବଂ ଶୀତଳୀକରଣ ଏବଂ ଘନୀକରଣ ପର୍ଯ୍ୟାୟ ପ୍ରାୟତଃ ଧୀର ହୋଇଥାଏ। ଏହା ସହିତ, ଶେଷ ସ୍ପର୍ଶର ଆବଶ୍ୟକତା ସାମଗ୍ରିକ ସମୟସୀମାକୁ ବୃଦ୍ଧି କରିପାରେ।
ଧାତୁ 3D ମୁଦ୍ରଣ: ଏକ ସ୍ତର-ବାଏ-ସ୍ତର ପଦ୍ଧତି
ବିପରୀତରେ, ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ ବ୍ୟବହାର କରେମିଶ୍ରିତ ଉତ୍ପାଦନସ୍ତର ପରେ ସ୍ତର ଅଂଶ ତିଆରି କରିବା। ଏହି ପ୍ରକ୍ରିୟାରେ ସାଧାରଣତଃ ଅନ୍ତର୍ଭୁକ୍ତଚୂର୍ଣ୍ଣ ଧାତୁ or ଧାତୁ ତନ୍ତୁଯାହାକୁ ଚୟନଯୋଗ୍ୟ ଭାବରେ ଉଚ୍ଚ-ଶକ୍ତିସମ୍ପନ୍ନ ଲେଜର କିମ୍ବା ଅନ୍ୟାନ୍ୟ ଶକ୍ତି ଉତ୍ସ ଦ୍ୱାରା ଏକାଠି ମିଶ୍ରିତ କରାଯାଏ। ପ୍ରତ୍ୟେକ ସ୍ତର ସମାପ୍ତ ହେବା ପରେ, ନିର୍ମାଣ ପ୍ଲାଟଫର୍ମ ଟିକେ ତଳକୁ ଘୁଞ୍ଚିଯାଏ ଏବଂ ପାଉଡରର ଏକ ନୂତନ ସ୍ତର ଜମା ହୁଏ।
ଏହି ସ୍ତର-ବାଏ-ସ୍ତର ପଦ୍ଧତି ଅତ୍ୟନ୍ତ ନମନୀୟତା ପ୍ରଦାନ କରେ, ଯାହା ସହିତ ଅଂଶ ସୃଷ୍ଟି କରିବାକୁ ଅନୁମତି ଦିଏଜଟିଳ ଜ୍ୟାମିତିଏବଂ ଉଚ୍ଚ ସଠିକତା। ଯଦିଓ ମୁଦ୍ରଣ ପ୍ରକ୍ରିୟା ନିଜେ ସମୟସାପେକ୍ଷ ହୋଇପାରେ - ବିଶେଷକରି ବଡ଼ ଅଂଶ ପାଇଁ - ଫଳାଫଳଗୁଡ଼ିକ ପ୍ରାୟତଃ ପାରମ୍ପରିକ କାଷ୍ଟିଂ ପ୍ରଦାନ କରିପାରୁଥିବା ସଠିକତା ଏବଂ ଜଟିଳତାକୁ ଅତିକ୍ରମ କରେ।
ବିଚାର କରିବାକୁ ଥିବା ମୁଖ୍ୟ କାରଣଗୁଡ଼ିକ: ଅଂଶ ଡିଜାଇନ୍, ପରିମାଣ ଏବଂ ଲିଡ୍ ସମୟ
ବ୍ୟବହାର କରିବାର ନିଷ୍ପତ୍ତିଧାତୁ 3D ମୁଦ୍ରଣପ୍ରତିଦ୍ୱନ୍ଦ୍ୱୀପାରମ୍ପରିକ କାଷ୍ଟିଂକିଛି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ କାରଣ ଉପରେ ନିର୍ଭର କରେ, ଯେଉଁଥିରେଅଂଶ ଡିଜାଇନର ଜଟିଳତା,ଆବଶ୍ୟକ ଅଂଶ ପରିମାଣ, ଏବଂଅଗ୍ରଣୀ ସମୟବିତରଣ ପାଇଁ ଆବଶ୍ୟକ। ଆସନ୍ତୁ ଏହି କାରଣଗୁଡ଼ିକୁ ଅଧିକ ବିସ୍ତାରିତ ଭାବରେ ଅନୁସନ୍ଧାନ କରିବା।
ଅଂଶ ଡିଜାଇନ୍: କେଉଁ ପ୍ରକ୍ରିୟା ଜଟିଳତାକୁ ଭଲ ଭାବରେ ପରିଚାଳନା କରେ?
କାଷ୍ଟିଂ: ସରଳ ଅଂଶ ପାଇଁ ଉପଯୁକ୍ତ
କାଷ୍ଟିଂ ହେଉଛି ଅଂଶ ତିଆରି କରିବା ପାଇଁ ଏକ ଉତ୍କୃଷ୍ଟ ପସନ୍ଦସରଳ ଜ୍ୟାମିତିକିମ୍ବା ଯେଉଁ ଅଂଶଗୁଡ଼ିକ ପାଇଁ ଜଟିଳ ଆଭ୍ୟନ୍ତରୀଣ ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକର ଆବଶ୍ୟକତା ନାହିଁ। ଯଦି ଅଂଶ ଡିଜାଇନ୍ ତୁଳନାତ୍ମକ ଭାବରେ ସରଳ ହୋଇଥାଏ, ତେବେ କାଷ୍ଟିଂ ଦକ୍ଷ ଏବଂ ମୂଲ୍ୟ-ପ୍ରଭାବଶାଳୀ ହୋଇପାରେ। ତଥାପି, ଅଂଶର ଜଟିଳତା ବୃଦ୍ଧି ପାଇବା ସହିତ, ପାରମ୍ପରିକ କାଷ୍ଟିଂ କିଛି ସୀମାବଦ୍ଧତାର ସମ୍ମୁଖୀନ ହୁଏ।
- ପ୍ରବାହ ଏବଂ ବିସ୍ତୃତ ବିବରଣୀରେ ସୀମାବଦ୍ଧତା: ସହିତ କାମ କରିବା ସମୟରେଛୋଟ କିମ୍ବା ଜଟିଳ ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ, କାଷ୍ଟିଂ ସମସ୍ୟାପୂର୍ଣ୍ଣ ହୋଇଯାଏ। ତରଳ ଧାତୁ ଛାଞ୍ଚ ମଧ୍ୟରେ ଛୋଟ ଚ୍ୟାନେଲ କିମ୍ବା ଜଟିଳ ଗର୍ତ୍ତରେ ପ୍ରବାହିତ ହେବାରେ ଅସୁବିଧା ହୁଏ, ଯାହାର ଫଳସ୍ୱରୂପ ପ୍ରାୟତଃଅସମ୍ପୂର୍ଣ୍ଣ କିମ୍ବା ଖରାପ ଭାବରେ ଗଠିତ ଅଂଶ। ଉଦାହରଣ ସ୍ୱରୂପ, ପତଳା କାନ୍ଥ, ଆଭ୍ୟନ୍ତରୀଣ ଶୂନ୍ୟସ୍ଥାନ କିମ୍ବା ଜଟିଳ ଜ୍ୟାମିତି ଥିବା ଅଂଶଗୁଡ଼ିକ କାଷ୍ଟିଂ ମାଧ୍ୟମରେ ସଠିକ୍ ଭାବରେ ଗଠିତ ହୋଇନପାରେ।
- ଛାଞ୍ଚ ଡିଜାଇନ୍ ପ୍ରତିବନ୍ଧକ: ଏହା ସହିତ, ଛାଞ୍ଚ ନିଜେ ପ୍ରତିବନ୍ଧକ ସୃଷ୍ଟି କରେ। ଜଟିଳ ଛାଞ୍ଚଗୁଡ଼ିକ ତିଆରି କରିବା କେବଳ ମହଙ୍ଗା ଏବଂ ସମୟ ସାପେକ୍ଷ ନୁହେଁ ବରଂ ସାମଗ୍ରୀ ପ୍ରବାହ, ଶୀତଳତା ହାର ଏବଂ ଘନୀକରଣ ସମୟରେ ସଙ୍କୋଚନ ଭଳି କାରଣଗୁଡ଼ିକର ସତର୍କତାର ସହିତ ବିଚାର କରିବା ଆବଶ୍ୟକ।
ଧାତୁ 3D ମୁଦ୍ରଣ: ଜଟିଳତାରେ ସ୍ୱାଧୀନତା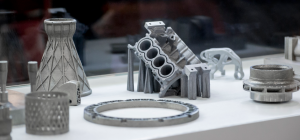
ବିପରୀତରେ,ଧାତୁ 3D ମୁଦ୍ରଣଜଟିଳ ଏବଂ ଜଟିଳ ଡିଜାଇନ୍ ସହିତ କାମ କରିବା ସମୟରେ ଏହା ସଫଳ ହୁଏ। ସ୍ତର-ପର୍ଯ୍ୟନ୍ତ ପ୍ରକ୍ରିୟା ନିର୍ମାତାମାନଙ୍କୁ ଅଂଶ ତିଆରି କରିବାକୁ ସକ୍ଷମ କରେସୂକ୍ଷ୍ମ ଆଭ୍ୟନ୍ତରୀଣ ଗଠନ, ଜଟିଳ ଜ୍ୟାମିତି, ଏବଂକଷ୍ଟମାଇଜ୍ ହୋଇଥିବା ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକଯାହା କାଷ୍ଟିଂ ମାଧ୍ୟମରେ ହାସଲ କରିବା ପ୍ରାୟ ଅସମ୍ଭବ ହେବ।
- ଜଟିଳ ଡିଜାଇନ୍: ଛୋଟ ଗାତ, ଗର୍ତ୍ତ, କିମ୍ବା ଆଭ୍ୟନ୍ତରୀଣ ଚ୍ୟାନେଲଗୁଡ଼ିକ - ଯାହା କାଷ୍ଟ କରିବା କଷ୍ଟକର ହେବ - ଏକ 3D-ପ୍ରିଣ୍ଟେଡ୍ ଅଂଶରେ ସହଜରେ ସୃଷ୍ଟି କରାଯାଇପାରିବ।
- କଷ୍ଟମାଇଜେସନ୍: ଯଦି ଆପଣଙ୍କର ଡିଜାଇନ୍ ପାଇଁ ବାରମ୍ବାର ପରିବର୍ତ୍ତନ କିମ୍ବା ପୁନରାବୃତ୍ତି ଆବଶ୍ୟକ ହୁଏ, ତେବେ ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ ନୂତନ ଛାଞ୍ଚ କିମ୍ବା ଟୁଲିଂ ଆବଶ୍ୟକ ନକରି ଦ୍ରୁତ ସମାୟୋଜନ ପାଇଁ ଅନୁମତି ଦିଏ। କେବଳ ଏକ ନୂତନ ଡିଜାଇନ୍ ଫାଇଲ୍ ଅପଲୋଡ୍ କରନ୍ତୁ ଏବଂ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଜାରି ରଖନ୍ତୁ।
ଅଧିକନ୍ତୁ,3D ପ୍ରିଣ୍ଟିଂଅଧିକ ସମର୍ଥନ କରେଅଭିନବ ଜ୍ୟାମିତିଯେପରିକିଜାଲି ଗଠନ, ଆଭ୍ୟନ୍ତରୀଣ ଶୀତଳୀକରଣ ଚ୍ୟାନେଲଗୁଡ଼ିକ, ଏବଂ ଜୈବିକ ଆକୃତି ଯାହା ସାମଗ୍ରୀ ବ୍ୟବହାରକୁ ହ୍ରାସ କରେ ଏବଂ ଅଂଶ କାର୍ଯ୍ୟଦକ୍ଷତାକୁ ଉନ୍ନତ କରେ।
ସଠିକତା: କେଉଁ ପ୍ରକ୍ରିୟା ଉତ୍ତମ ସଠିକତା ପ୍ରଦାନ କରେ?
କାଷ୍ଟିଂ: ସହନଶୀଳତା ଏବଂ ସଂକୋଚନ ସହିତ ଚ୍ୟାଲେଞ୍ଜ
ଯେତେବେଳେ ସଠିକତାର କଥା ଆସେ,ପାରମ୍ପରିକ କାଷ୍ଟିଂଏକ ଚ୍ୟାଲେଞ୍ଜ ହୋଇପାରେ। ଯଦିଓ କାଷ୍ଟିଂ ଯଥେଷ୍ଟ ଉଚ୍ଚ ସହନଶୀଳତା ହାସଲ କରିପାରିବ,ସାମଗ୍ରୀର ସଙ୍କୋଚନଏହା ଥଣ୍ଡା ହେବା ସହିତ ଶେଷ ଅଂଶର ପରିମାଣରେ ପରିବର୍ତ୍ତନଶୀଳତା ଆଣିଥାଏ। ଏହି ଘଟଣା, ଯାହାକୁ କୁହାଯାଏକାଷ୍ଟିଂ ସଙ୍କୋଚନ, ଏହା ଧାତୁର ସଙ୍କୋଚନ ଫଳରେ ହୋଇଥାଏ ଯେତେବେଳେ ଏହା ତରଳରୁ କଠିନ ଅବସ୍ଥାରେ ପରିଣତ ହୁଏ।
- ବିଧାନସଭା ସମସ୍ୟା: ଯେଉଁ ଅଂଶଗୁଡ଼ିକୁ ଆସେମ୍ବଲି ଆବଶ୍ୟକ, ସେମାନଙ୍କ ପାଇଁ କାଷ୍ଟିଂ ଆହୁରି ଚ୍ୟାଲେଞ୍ଜ ଉପସ୍ଥାପନ କରିପାରେ। ଜଟିଳ ଆସେମ୍ବଲିଗୁଡ଼ିକ ପ୍ରାୟତଃ ବ୍ରାଜିଂ କିମ୍ବା ୱେଲ୍ଡିଂ ଆବଶ୍ୟକ କରେ, ଏପରି ପ୍ରକ୍ରିୟା ଯାହା ଭୁଲତା ଆଣିପାରେ ଏବଂ ଅଂଶର ସାମଗ୍ରିକ ଅଖଣ୍ଡତାକୁ ବିପଦରେ ପକାଇପାରେ।
- ସାମଗ୍ରୀ ଏବଂ ତାପମାତ୍ରା ସମ୍ବେଦନଶୀଳତା: କାଷ୍ଟିଂର ସଠିକତା ବ୍ୟବହୃତ ସାମଗ୍ରୀର ପ୍ରକାର ଏବଂ ଏହାକୁ ଢାଳିବା ତାପମାତ୍ରା ଦ୍ୱାରା ମଧ୍ୟ ପ୍ରଭାବିତ ହୁଏ। ତାପମାତ୍ରା କିମ୍ବା ସାମଗ୍ରୀର ଗୁଣବତ୍ତାରେ ସାମାନ୍ୟ ପରିବର୍ତ୍ତନ ଅନ୍ତିମ ଅଂଶରେ ଅସଙ୍ଗତି ସୃଷ୍ଟି କରିପାରେ।
ଧାତୁ 3D ମୁଦ୍ରଣ: ସଠିକତା ଏବଂ ସ୍ଥିରତା
ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ ଯେତେବେଳେ ଆସେ ସେତେବେଳେ ଉତ୍କୃଷ୍ଟ ହୁଏସଠିକତା। ବ୍ୟବହାରଲେଜର ସିଣ୍ଟରିଂ(DMLS ଭଳି ପ୍ରକ୍ରିୟାରେ) ଅଂଶ ଉପରେ ସୂକ୍ଷ୍ମ ନିୟନ୍ତ୍ରଣ ପାଇଁ ଅନୁମତି ଦିଏପରିସର, ଏପରି ଅଂଶ ଉତ୍ପାଦନ କରୁଛି ଯାହାCAD ନିର୍ଦ୍ଦିଷ୍ଟକରଣଗୁଡ଼ିକୁ କଡ଼ାକଡ଼ି ପାଳନ କରନ୍ତୁ.
- ଶୂନ୍ୟ ସଙ୍କୋଚନ ନିକଟରେ: ଧାତୁ 3D ମୁଦ୍ରିତ ଅଂଶଗୁଡ଼ିକ ସର୍ବନିମ୍ନ ସଂକୋଚନ ପ୍ରଦର୍ଶନ କରନ୍ତି, କାରଣ ଲେଜର ଏକ ନିୟନ୍ତ୍ରିତ ପରିବେଶରେ ଧାତୁ ପାଉଡରକୁ ସଠିକ୍ ଭାବରେ ଫ୍ୟୁଜ୍ କରେ, ଏହା ସୁନିଶ୍ଚିତ କରେ ଯେ ଅଂଶଗୁଡ଼ିକ ସେମାନଙ୍କର ଡିଜାଇନ୍ କରାଯାଇଥିବା ପରିମାଣ ବଜାୟ ରଖେ।
- ସ୍ଥିରତା: ଯେହେତୁ 3D ପ୍ରିଣ୍ଟିଂ ଏକ ଅତ୍ୟନ୍ତସ୍ୱୟଂଚାଳିତପ୍ରକ୍ରିୟାକରଣ, ଏହା ଅନେକ ବ୍ୟାଚରେ ସ୍ଥିର ଫଳାଫଳ ପ୍ରଦାନ କରେ। ଏହି ସ୍ତରର ନିୟନ୍ତ୍ରଣ ନିଶ୍ଚିତ କରେ ଯେ ପ୍ରତ୍ୟେକ ଅଂଶ ଆକାର, ଆକୃତି ଏବଂ ପୃଷ୍ଠ ସମାପ୍ତି ଦୃଷ୍ଟିରୁ ପ୍ରାୟ ସମାନ।
ଅତିରିକ୍ତ ଭାବରେ,3D ପ୍ରିଣ୍ଟିଂତୁରନ୍ତ ଲାଭମତାମତମାଧ୍ୟମରେଡିଜାଇନ୍ ଫର୍ ମ୍ୟାନୁଫ୍ୟାକଚରିଂ (DFM)ଉପକରଣଗୁଡ଼ିକ, ଯାହା ଉତ୍ପାଦନକ୍ଷମତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ CAD ଫାଇଲ୍ ବିଶ୍ଳେଷଣ କରେ ଏବଂ ପ୍ରକୃତ-ସମୟ ସୁପାରିଶ ପ୍ରଦାନ କରେ।
ଅଂଶ ଆକାର: ପ୍ରତ୍ୟେକ ପ୍ରକ୍ରିୟା ବଡ଼ କିମ୍ବା ଛୋଟ ଅଂଶଗୁଡ଼ିକୁ କିପରି ପରିଚାଳନା କରେ?
କାଷ୍ଟିଂ: ବଡ଼ ଅଂଶ ପାଇଁ ଉପଯୁକ୍ତ
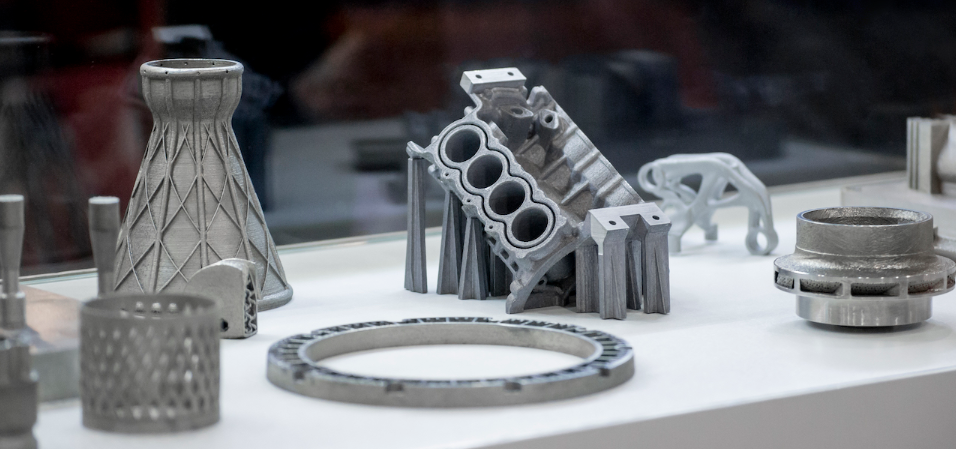
ପାରମ୍ପରିକ କାଷ୍ଟିଂ ବଡ଼ ଅଂଶ ତିଆରି କରିବା ପାଇଁ ଉପଯୁକ୍ତ, କାରଣ ଏହା ଦକ୍ଷତାର ସହିତ ଜିନିଷଗୁଡ଼ିକ ପ୍ରସ୍ତୁତ କରିପାରିବ ଯେପରିକିଇଞ୍ଜିନ ବ୍ଲକଗୁଡ଼ିକ, ଟର୍ବାଇନ୍ ବ୍ଲେଡ୍, ଏବଂସେତୁ ଉପାଦାନଗୁଡ଼ିକ. କାଷ୍ଟିଂର ପରିମାଣ ଏବଂ ଦୃଢ଼ତା ଏହାକୁ ବଡ଼ ଏବଂ ଅଧିକ ପରିମାଣର ଅଂଶ ତିଆରି ପାଇଁ ଏକ ସର୍ବୋତ୍ତମ ପଦ୍ଧତି କରିଥାଏ।
ତଥାପି, ଆର୍ଥିକ ଦୃଷ୍ଟିରୁ କାଷ୍ଟ କରାଯାଇପାରୁଥିବା ଅଂଶଗୁଡ଼ିକର ପରିମାଣର ଏକ ସୀମା ରହିଛି। ଏକ ବିଶାଳ ଅଂଶ ପାଇଁ ଏକ ଛାଞ୍ଚ ତିଆରି କରିବା ପାଇଁ ଉପକରଣ, ସ୍ଥାନ ଏବଂ ସମ୍ବଳରେ ଯଥେଷ୍ଟ ନିବେଶ ଆବଶ୍ୟକ।
ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ: ଆକାରରେ ସୀମା ବୃଦ୍ଧି
ଯେତେବେଳେଧାତୁ 3D ମୁଦ୍ରଣସାଧାରଣତଃ ଛୋଟ ଅଂଶ ଉତ୍ପାଦନ ପାଇଁ ଅଧିକ ଜଣାଶୁଣା, ଆଧୁନିକ ଉନ୍ନତି ବଡ଼ ଉପାଦାନର ଉତ୍ପାଦନକୁ ମଧ୍ୟ ସକ୍ଷମ କରୁଛି। ଅନେକ ଉଚ୍ଚ-ସ୍ତରୀୟ3D ଧାତୁ ପ୍ରିଣ୍ଟରଗୁଡ଼ିକଏତେ ବଡ଼ ଅଂଶ ତିଆରି କରିପାରିବ୩୧.୫ ଇଞ୍ଚ x ୧୫.୭ ଇଞ୍ଚ x ୧୯.୭ ଇଞ୍ଚ (୪୦୦ମିମି x ୮୦୦ମିମି x ୫୦୦ମିମି)। ତଥାପି, ବଡ଼ ଅଂଶଗୁଡ଼ିକ ଏବେ ବି ଏକଅଧିକ ମୁଦ୍ରଣ ସମୟଏବଂ ଆବଶ୍ୟକ ହୋଇପାରେଏକାଧିକ ମୁଦ୍ରଣ ସେସନ୍ସମାପ୍ତ କରିବାକୁ।
- ମଡ୍ୟୁଲାର୍ ଉତ୍ପାଦନ: ବଡ଼ ଅଂଶ ପାଇଁ,ଧାତୁ 3D ମୁଦ୍ରଣଏହା ପରେ ଏକାଠି କରାଯାଇପାରିବା ଛୋଟ ଅଂଶ ସୃଷ୍ଟି କରିବାର ସମ୍ଭାବନା ପ୍ରଦାନ କରେ। ଏହା ଅଧିକ ହୋଇପାରେକମ ଖର୍ଚ୍ଚୀପାରମ୍ପରିକ ପଦ୍ଧତି ତୁଳନାରେ ଯେଉଁ ପଦ୍ଧତି ପାଇଁ ବିଶାଳ ଛାଞ୍ଚ ଆବଶ୍ୟକ ହୁଏ।
ପରିମାଣ ବିଚାର: କମ ପରିମାଣ ବନାମ ଅଧିକ ପରିମାଣ ଉତ୍ପାଦନ
କାଷ୍ଟିଂ: ଉଚ୍ଚ-ଭଲ୍ୟୁମ୍ ଉତ୍ପାଦନ ପାଇଁ ସର୍ବୋତ୍ତମ
ଉଚ୍ଚ-ଆହୁରି ଉତ୍ପାଦନରେ କାଷ୍ଟିଂ ଚମକଦାର। ଅଂଶ ସଂଖ୍ୟା ବୃଦ୍ଧି ପାଇବା ସହିତ ଏହି ପ୍ରକ୍ରିୟା ଅଧିକ ମୂଲ୍ୟ-ପ୍ରଭାବଶାଳୀ ହୁଏ। ପ୍ରାରମ୍ଭିକ ଖର୍ଚ୍ଚଛାଞ୍ଚ ସୃଷ୍ଟିଅଧିକ, କିନ୍ତୁ ଉତ୍ପାଦନ ପରିମାଣ ବୃଦ୍ଧି ପାଇବା ସହିତ, ପ୍ରତି ୟୁନିଟ୍ ଖର୍ଚ୍ଚ ନାଟକୀୟ ଭାବରେ ହ୍ରାସ ପାଏ।
ତଥାପି, କମ୍ ପରିମାଣର ରନ୍ ପାଇଁ ଛାଞ୍ଚ ତିଆରି କରିବା ଏକଆର୍ଥିକ ବୋଝ। ଛାଞ୍ଚ ସ୍ଥାପନର ଖର୍ଚ୍ଚ ଏବଂ ଫାଉଣ୍ଡ୍ରି କ୍ଷମତା ପାଇଁ ଅପେକ୍ଷା ସମୟ ଛୋଟ ଛୋଟ ଅଂଶ ଚଲାଇବା ଅସମ୍ଭବ କରିପାରେ।
ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ: କମ୍ ଆୟତନ ଦକ୍ଷତା
ବିପରୀତରେ, ଧାତୁ 3D ମୁଦ୍ରଣ ପାଇଁ ଆଦର୍ଶକମ ପରିମାଣର ଉତ୍ପାଦନ. ଯେହେତୁ ଛାଞ୍ଚ କିମ୍ବା ଉପକରଣର କୌଣସି ଆବଶ୍ୟକତା ନାହିଁ, ନିର୍ମାତାମାନେ ପାରମ୍ପରିକ କାଷ୍ଟିଂର ପ୍ରାରମ୍ଭିକ ଓଭରହେଡ୍ ଖର୍ଚ୍ଚ ବିନା ଅଂଶଗୁଡ଼ିକର ଛୋଟ ବ୍ୟାଚ୍ ତିଆରି କରିପାରିବେ।
- ଉତ୍ପାଦନରେ ନମନୀୟତା: ଗୋଟିଏ ବ୍ୟାଚ୍ରେ ଏକକାଳୀନ ଅନେକ ଛୋଟ ଅଂଶ ମୁଦ୍ରଣ କରିବା ଦ୍ଵାରା ଉତ୍ପାଦନ ସମୟ ତ୍ୱରାନ୍ୱିତ ହୋଇପାରେ। ଏହା ବ୍ୟତୀତ,ଡିଏମଏଲଏସଏବଂ ଅନ୍ୟାନ୍ୟ3D ପ୍ରିଣ୍ଟିଂକୌଶଳଗୁଡ଼ିକ ସହଜରେ ପ୍ରୋଟୋଟାଇପିଂ ଏବଂ ପରିବର୍ତ୍ତନ ପାଇଁ ଅନୁମତି ଦିଏ, ବ୍ୟାପକ ପୁନଃଟୁଲିଂ କିମ୍ବା ବିଳମ୍ବର ଆବଶ୍ୟକତାକୁ ଦୂର କରେ।
ଅଗ୍ରଣୀ ସମୟ: ଉତ୍ପାଦନ ତ୍ୱରାନ୍ୱିତ କରିବା
କାଷ୍ଟିଂ: ଲମ୍ବା ଲିଡ୍ ଟାଇମ୍ସ
ପାରମ୍ପରିକ କାଷ୍ଟିଂରେ ଲିଡ୍ ସମୟ ଅତ୍ୟନ୍ତ ଲମ୍ବା ହୋଇପାରେ, ବିଶେଷକରି ଯେତେବେଳେନୂତନ ଛାଞ୍ଚଆବଶ୍ୟକ କିମ୍ବା ଯେତେବେଳେଢାଞ୍ଚା କାରଖାନାଲମ୍ବା ଅପେକ୍ଷା ତାଲିକା ଅଛି। ଯଦିଓ ଆପଣଙ୍କର ପୂର୍ବରୁ ଏକ ଛାଞ୍ଚ ଅଛି,କାଷ୍ଟିଂ ପ୍ରକ୍ରିୟାବିଶେଷକରି ବଡ଼ କିମ୍ବା ଜଟିଳ ଅଂଶ ପାଇଁ, ଏଥିରେ କିଛି ସପ୍ତାହ କିମ୍ବା ମାସ ମଧ୍ୟ ଲାଗିପାରେ। ଏହା ବ୍ୟତୀତ, ଯଦି ଛାଞ୍ଚ କିମ୍ବା ଡିଜାଇନରେ ତ୍ରୁଟି ଥାଏ, ତେବେ ସମୟସୀମା ପୁନଃସେଟ୍ ହୋଇଥାଏ।
ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ: ଦ୍ରୁତ ପରିବର୍ତ୍ତନ
ଅନ୍ୟପକ୍ଷରେ,ଧାତୁ 3D ମୁଦ୍ରଣଲିଡ୍ ଟାଇମରେ ଏକ ନାଟକୀୟ ହ୍ରାସ ପ୍ରଦାନ କରେ। ଅଂଶଗୁଡ଼ିକ ପ୍ରାୟତଃ ମଧ୍ୟରେ ମୁଦ୍ରିତ ହୋଇପାରିବଦିନଗୁଡିକ, ବଡ଼, ଅଧିକ ଜଟିଳ ଉପାଦାନ ପାଇଁ ମଧ୍ୟ। ଯଦିଓ ବଡ଼ ଅଂଶ ମୁଦ୍ରଣ କରିବାକୁ ଅଧିକ ସମୟ ଲାଗିପାରେ,ନମନୀୟତା ଏବଂ ଗତିଆଡିଟିଭ୍ ମ୍ୟାନୁଫ୍ୟାକଚରିଂ ଦ୍ୱାରା ପ୍ରଦାନ କରାଯାଇଛିଅତୁଳନୀୟପାରମ୍ପରିକ ପଦ୍ଧତି ତୁଳନାରେ।
ପ୍ରୟୋଗ: ବିଭିନ୍ନ ଶିଳ୍ପ ପାଇଁ କେଉଁ ପଦ୍ଧତି ସର୍ବୋତ୍ତମ କାମ କରେ?
କାଷ୍ଟିଂ: ଭାରୀ ଶିଳ୍ପର ମେରୁଦଣ୍ଡ
ପାରମ୍ପରିକ କାଷ୍ଟିଂ ଶିଳ୍ପ ଉପରେ ପ୍ରଭାବ ବିସ୍ତାର କରି ଚାଲିଛି ଯେଉଁଠାରେଅଂଶ ଆକାରଏବଂଶକ୍ତିଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ। ଏହା ବହୁଳ ଭାବରେ ଶିଳ୍ପଗୁଡ଼ିକରେ ବ୍ୟବହୃତ ହୁଏ ଯେପରିକି:
- ପରିବହନ: ଇଞ୍ଜିନ ବ୍ଲକ, ଟ୍ରାନ୍ସମିସନ କେସିଂ ଏବଂ ସସପେନସନ ଉପାଦାନ ଭଳି ଅଟୋମୋଟିଭ୍ ପାର୍ଟସ୍।
- ଅନ୍ତରୀକ୍ଷ ଏବଂ ସାମୁଦ୍ରିକ: ଉପାଦାନ ଯେପରିକିଟର୍ବାଇନ୍ ବ୍ଲେଡ୍, ପ୍ରୋପେଲର୍, ଏବଂଗଠନମୂଳକ ଅଂଶ.
- ଭାରୀ ଯନ୍ତ୍ରପାତି: ଆବଶ୍ୟକ କରୁଥିବା ବଡ଼ ଅଂଶଶକ୍ତିଏବଂସ୍ଥାୟୀତ୍ୱ, ଯେପରିକିଜଳ ପ୍ରଣାଳୀଏବଂଇଞ୍ଜିନ ଉପାଦାନଗୁଡ଼ିକ.
ଏହି ଶିଳ୍ପଗୁଡ଼ିକ କାଷ୍ଟିଂର ଦୃଢ଼, ବଡ଼ ପରିମାଣର ଅଂଶ ନିର୍ମାଣ କରିବାର କ୍ଷମତାରୁ ଉପକୃତ ହୁଅନ୍ତି, ଯଦିଓ ଡିଜାଇନ୍ ପାଇଁ ଜଟିଳ ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକର ଆବଶ୍ୟକତା ନ ଥାଇପାରେ।
ଧାତୁ 3D ମୁଦ୍ରଣ: ଅଗ୍ରଣୀ ଉଦ୍ଭାବନ
ବିପରୀତ ଭାବରେ, ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ ପ୍ରାୟତଃ ସେହି ଅଂଶଗୁଡିକ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ ଯାହାର ଆବଶ୍ୟକତା ଅଛିସଠିକତା, କଷ୍ଟମାଇଜେସନ୍, କିମ୍ବାଜଟିଳ ଜ୍ୟାମିତି। ଏଥିରେ ଏହାର ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଭୂମିକା ଅଛି:
- ପ୍ରୋଟୋଟାଇପିଂ: ଦ୍ରୁତ ଗତିରେ ପ୍ରୋଟୋଟାଇପ୍ ଉତ୍ପାଦନ କରିବାର କ୍ଷମତାଉତ୍ପାଦନ-ଗ୍ରେଡ୍ ଧାତୁକମ୍ପାନୀଗୁଡ଼ିକ ଉତ୍ପାଦ ବିକାଶର ପଦ୍ଧତିକୁ ପରିବର୍ତ୍ତନ କରିଛି।
- ଏରୋସ୍ପେସ୍: ଜଟିଳ ଅଂଶ ଯେପରିକିଟର୍ବାଇନ୍ ବ୍ଲେଡ୍ or ଇନ୍ଧନ ନୋଜଲ୍ଯାହାକୁ ଆଭ୍ୟନ୍ତରୀଣ କୁଲିଂ ଚ୍ୟାନେଲ କିମ୍ବା ଅପ୍ଟିମାଇଜ୍ଡ ଆକୃତି ଆବଶ୍ୟକ।
- ଡାକ୍ତରୀ ଉପକରଣଗୁଡ଼ିକ: ରୋଗୀଙ୍କ ଶରୀର ଗଠନ ଅନୁସାରେ ପ୍ରସ୍ତୁତ କଷ୍ଟମ୍ ଇମ୍ପ୍ଲାଣ୍ଟ, ଶଲ୍ୟଚିକିତ୍ସା ଉପକରଣ ଏବଂ ପ୍ରୋସ୍ଥେଟିକ୍ସ।
ହାଇବ୍ରିଡ୍ ପଦ୍ଧତି: ଉଭୟ ପଦ୍ଧତିର ଉପଯୋଗ
ଆଶ୍ଚର୍ଯ୍ୟଜନକ ଭାବରେ, କିଛି କମ୍ପାନୀ ଏବେ ଉଭୟ ଉତ୍ପାଦନ ପଦ୍ଧତିର ମିଶ୍ରଣ ଅନୁସନ୍ଧାନ କରୁଛନ୍ତି। ଉଦାହରଣ ସ୍ୱରୂପ,ଧାତୁ 3D ମୁଦ୍ରିତ ଛାଞ୍ଚସୁବିଧାଜନକ କରିବା ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବକାଷ୍ଟିଂ, ଯାହା ନିର୍ମାତାମାନଙ୍କୁ ଆଡିଟିଭ୍ ଉତ୍ପାଦନର ନମନୀୟତା ଏବଂ ପାରମ୍ପରିକ କାଷ୍ଟିଂର ଉତ୍ପାଦନ ଦକ୍ଷତାରୁ ଲାଭ ପାଇବାକୁ ଅନୁମତି ଦିଏ।
ଶୀଘ୍ର ତୁଳନା: କାଷ୍ଟିଂ ବନାମ ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ
| ବୈଶିଷ୍ଟ୍ୟ | କାଷ୍ଟିଂ | ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ |
|---|---|---|
| ଲିଡ୍ ସମୟ | ଲମ୍ବା (ଏକ ବର୍ଷରୁ ଅଧିକ ହୋଇପାରେ) | ଦ୍ରୁତ (ସାଧାରଣତଃ ଦିନରୁ ସପ୍ତାହ ପର୍ଯ୍ୟନ୍ତ) |
| ଉତ୍ପାଦନ ଉପଲବ୍ଧତା | ସୀମିତ ଫାଉଣ୍ଡ୍ରି, ପୂର୍ବରୁ ବୁକ୍ କରାଯାଇଛି | ବଢ଼ୁଥିବା ମେସିନ ସଂଖ୍ୟା, ବୃଦ୍ଧି ପାଉଥିବା କ୍ଷମତା |
| ଅଂଶ ପରିବର୍ତ୍ତନ | ପରିବର୍ତ୍ତନ ପାଇଁ ନୂତନ ଛାଞ୍ଚ ଆବଶ୍ୟକ | CAD ଅପଡେଟ୍ ମାଧ୍ୟମରେ ତୁରନ୍ତ ପରିବର୍ତ୍ତନ |
| ଆରମ୍ଭ ଖର୍ଚ୍ଚ | ମହଙ୍ଗା ଛାଞ୍ଚ | କୌଣସି ଟୁଲିଂ ଆବଶ୍ୟକ ନାହିଁ |
| ଖଣ୍ଡ-ଭାଗ ମୂଲ୍ୟ | ଅଧିକ ପରିମାଣ ସହିତ କମ୍ | କମ୍ ପରିମାଣରେ ଅଧିକ, କିନ୍ତୁ ସ୍କେଲ୍ ସହିତ ବହୁତ ହ୍ରାସ ପାଏ ନାହିଁ |
| ସାମଗ୍ରୀ ପସନ୍ଦ | ବିଭିନ୍ନ ପ୍ରକାର ଉପଲବ୍ଧ | ସୀମିତ, କିନ୍ତୁ ଆଲୁମିନିୟମ, ଟାଇଟାନିୟମ ଏବଂ ଷ୍ଟେନଲେସ ଷ୍ଟିଲ ପରି ପ୍ରମୁଖ ଧାତୁ ସହିତ ବିସ୍ତାରିତ ହେଉଛି |
ନିଷ୍କର୍ଷ: ଧାତୁ ଉତ୍ପାଦନର ଭବିଷ୍ୟତ
ଉଭୟଧାତୁ 3D ମୁଦ୍ରଣଏବଂପାରମ୍ପରିକ କାଷ୍ଟିଂପ୍ରୟୋଗ ଉପରେ ନିର୍ଭର କରି ସ୍ପଷ୍ଟ ସୁବିଧା ପ୍ରଦାନ କରେ। ଯଦିଓ ପାରମ୍ପରିକ କାଷ୍ଟିଂ ଅଧିକ ପରିମାଣରେ ଉତ୍ପାଦିତ ବଡ଼, ସରଳ ଅଂଶ ପାଇଁ ସର୍ବୋତ୍ତମ ପସନ୍ଦ ହୋଇ ରହିଥାଏ,ଧାତୁ 3D ମୁଦ୍ରଣକ୍ଷେତ୍ରରେ ଉତ୍କର୍ଷକଷ୍ଟମାଇଜେସନ୍, ଜଟିଳତା, ଏବଂକମରୁ ମଧ୍ୟମ ପରିମାଣରେ ଚାଲିଥାଏ.
As ମିଶ୍ରିତ ଉତ୍ପାଦନବିକଶିତ ହେବା ଜାରି ରହିଛି, ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂର ନମନୀୟତା ଏବଂ ଦକ୍ଷତା ପାରମ୍ପରିକ କାଷ୍ଟିଂର ଶ୍ରେଷ୍ଠତାକୁ ଚ୍ୟାଲେଞ୍ଜ କରିବାକୁ ପ୍ରସ୍ତୁତ, ବିଶେଷକରି ଯେଉଁ ଶିଳ୍ପଗୁଡ଼ିକ ସଠିକତା ଏବଂ ଗତି ଦାବି କରନ୍ତି ସେଠାରେ।
ଅନେକ କମ୍ପାନୀ ପାଇଁ, ଭବିଷ୍ୟତରେ ଏକମିଶ୍ରିତ ପଦ୍ଧତି, ଉଭୟ ଜଗତର ଶ୍ରେଷ୍ଠକୁ ମିଶ୍ରଣ କରିବା। ଆପଣ ଧାତୁ 3D ପ୍ରିଣ୍ଟିଂ, ପାରମ୍ପରିକ କାଷ୍ଟିଂ, କିମ୍ବା ଉଭୟର ମିଶ୍ରଣ ବାଛନ୍ତୁ ନା କାହିଁକି, ପ୍ରତ୍ୟେକ ପ୍ରକ୍ରିୟାର ଶକ୍ତି ଏବଂ ସୀମାକୁ ବୁଝିବା ଆପଣଙ୍କୁ ଆପଣଙ୍କର ଉତ୍ପାଦନ ଆବଶ୍ୟକତା ପାଇଁ ସର୍ବାଧିକ ସୂଚନାପୂର୍ଣ୍ଣ ନିଷ୍ପତ୍ତି ନେବାରେ ସାହାଯ୍ୟ କରିବ।
ପୋଷ୍ଟ ସମୟ: ଜାନୁଆରୀ-୨୨-୨୦୨୫


