
നൂറ്റാണ്ടുകളായി പരിണമിച്ചുവന്ന ഒരു പഴക്കമുള്ള പ്രക്രിയയായ പരമ്പരാഗത കാസ്റ്റിംഗ് ടെക്നിക്കുകളാണ് നിർമ്മാണ മേഖലയിൽ പണ്ടേ ആധിപത്യം പുലർത്തിയിരുന്നത്. എന്നിരുന്നാലും, ലോഹ 3D പ്രിന്റിംഗ് സാങ്കേതികവിദ്യയുടെ വരവ് ലോഹ ഭാഗങ്ങളുടെ നിർമ്മാണത്തെ നാം എങ്ങനെ സമീപിക്കുന്നു എന്നതിൽ വിപ്ലവകരമായ മാറ്റങ്ങൾ വരുത്തി. ലോഹ 3D പ്രിന്റിംഗും പരമ്പരാഗത കാസ്റ്റിംഗും എന്ന ഈ രണ്ട് നിർമ്മാണ രീതികൾ തമ്മിലുള്ള താരതമ്യം വൈരുദ്ധ്യത്തിന്റെ ഒരു വിവരണം വെളിപ്പെടുത്തുന്നു, അവിടെ പുരാതനവും ആധുനികവുമായ ടെക്നിക്കുകൾ വിവിധ വ്യവസായങ്ങളിൽ ആധിപത്യത്തിനായി പോരാടുന്നു.
ഈ വിശദമായ താരതമ്യത്തിൽ, ഇവ തമ്മിലുള്ള അടിസ്ഥാന വ്യത്യാസങ്ങൾ നമ്മൾ പര്യവേക്ഷണം ചെയ്യുംഡയറക്ട് മെറ്റൽ ലേസർ സിന്ററിംഗ് (DMLS)ലോഹ 3D പ്രിന്റിംഗിലും പരമ്പരാഗത കാസ്റ്റിംഗിലും ഒരു ജനപ്രിയ രീതി. ഈ പര്യവേക്ഷണത്തിലൂടെ, പോലുള്ള ഘടകങ്ങൾ എങ്ങനെയെന്ന് ഞങ്ങൾ അഭിസംബോധന ചെയ്യുംഭാഗങ്ങളുടെ രൂപകൽപ്പന, ഉൽപ്പാദന അളവ്, കൂടാതെലീഡ് സമയങ്ങൾനിങ്ങളുടെ നിർമ്മാണ പ്രക്രിയയുടെ തിരഞ്ഞെടുപ്പിനെ സ്വാധീനിക്കുക.
അടിസ്ഥാനകാര്യങ്ങൾ മനസ്സിലാക്കൽ: മെറ്റൽ 3D പ്രിന്റിംഗ് vs. പരമ്പരാഗത കാസ്റ്റിംഗ്
ഈ രണ്ട് നിർമ്മാണ പ്രക്രിയകൾ തമ്മിലുള്ള വ്യത്യാസങ്ങളിലേക്ക് കടക്കുന്നതിനുമുമ്പ്, അവ ഏറ്റവും ലളിതമായ രൂപങ്ങളിൽ എങ്ങനെ പ്രവർത്തിക്കുന്നുവെന്ന് നോക്കി ഒരു അടിസ്ഥാനം സ്ഥാപിക്കാം.
പരമ്പരാഗത കാസ്റ്റിംഗ്: ഒരു പഴയ പ്രക്രിയ
ഉരുകിയ ലോഹം (അല്ലെങ്കിൽ പ്ലാസ്റ്റിക്) അവസാന ഭാഗത്തിന്റെ ആകൃതിയിലുള്ള അറ ഉൾക്കൊള്ളുന്ന ഒരു അച്ചിലേക്ക് ഒഴിക്കുന്ന ഒരു കാലാകാല സാങ്കേതികതയാണ് കാസ്റ്റിംഗ്. കാലക്രമേണ, ദ്രാവക ലോഹം തണുക്കുകയും, ദൃഢമാവുകയും, അച്ചിന്റെ രൂപം സ്വീകരിക്കുകയും ചെയ്യുന്നു. പിന്നീട് ഖരരൂപത്തിലുള്ള ഭാഗം അച്ചിൽ നിന്ന് നീക്കം ചെയ്യുന്നു, അതിനുശേഷം മെഷീനിംഗ് അല്ലെങ്കിൽ മിനുക്കുപണികൾ പോലുള്ള ഏതെങ്കിലും ഫിനിഷിംഗ് ജോലികൾ ആവശ്യമായി വന്നേക്കാം.
പരമ്പരാഗത കാസ്റ്റിംഗ് വലിയ തോതിലുള്ള ഉൽപാദനത്തിന് ഉയർന്ന വിശ്വാസ്യത വാഗ്ദാനം ചെയ്യുന്നുണ്ടെങ്കിലും, ഇത് ഒരുതാരതമ്യേന മന്ദഗതിയിലുള്ള പ്രക്രിയ. പൂപ്പലുകളുടെ നിർമ്മാണം ചെലവേറിയതും സമയമെടുക്കുന്നതുമാണ്, കൂടാതെ തണുപ്പിക്കൽ, ദൃഢീകരണ ഘട്ടം പലപ്പോഴും മന്ദഗതിയിലായിരിക്കും. കൂടാതെ, അവസാന മിനുക്കുപണികളുടെ ആവശ്യകത മൊത്തത്തിലുള്ള സമയപരിധി നീട്ടിയേക്കാം.
മെറ്റൽ 3D പ്രിന്റിംഗ്: ഒരു ലെയർ-ബൈ-ലെയർ സമീപനം
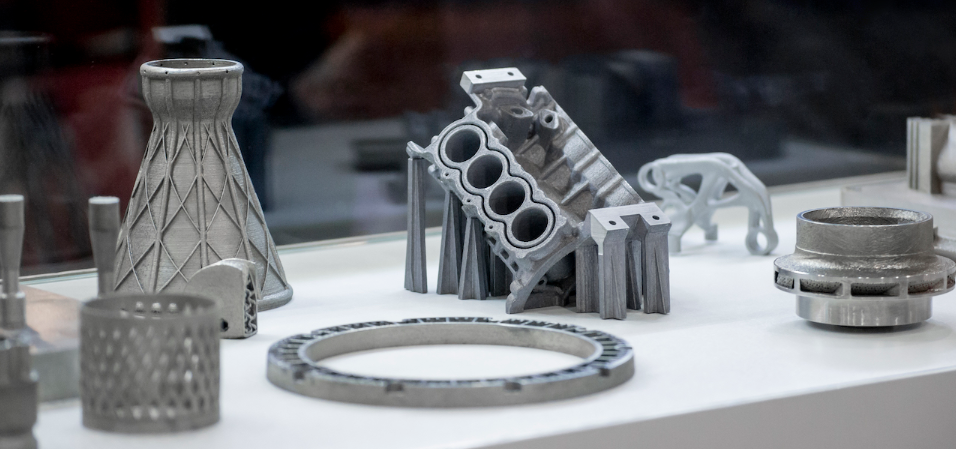
ഇതിനു വിപരീതമായി, ലോഹ 3D പ്രിന്റിംഗ് ഉപയോഗിക്കുന്നുഅഡിറ്റീവ് നിർമ്മാണംഭാഗങ്ങൾ ഓരോ പാളിയായി നിർമ്മിക്കാൻ. ഈ പ്രക്രിയയിൽ സാധാരണയായി ഉൾപ്പെടുന്നുപൊടിച്ച ലോഹം or ലോഹ ഫിലമെന്റുകൾഉയർന്ന ശക്തിയുള്ള ലേസറുകളോ മറ്റ് ഊർജ്ജ സ്രോതസ്സുകളോ ഉപയോഗിച്ച് ഇവയെ തിരഞ്ഞെടുത്ത് ഒന്നിച്ചുചേർക്കുന്നു. ഓരോ പാളിയും പൂർത്തിയായ ശേഷം, നിർമ്മാണ പ്ലാറ്റ്ഫോം ചെറുതായി താഴേക്ക് നീങ്ങുകയും, പൊടിയുടെ ഒരു പുതിയ പാളി നിക്ഷേപിക്കുകയും ചെയ്യുന്നു.
ഈ ലെയർ-ബൈ-ലെയർ സമീപനം വളരെയധികം വഴക്കം നൽകുന്നു, ഇത് ഭാഗങ്ങൾ സൃഷ്ടിക്കാൻ അനുവദിക്കുന്നുസങ്കീർണ്ണമായ ജ്യാമിതികൾഉയർന്ന കൃത്യതയും. അച്ചടി പ്രക്രിയ തന്നെ സമയമെടുക്കുന്നതാകുമെങ്കിലും - പ്രത്യേകിച്ച് വലിയ ഭാഗങ്ങളുടെ കാര്യത്തിൽ - പരമ്പരാഗത കാസ്റ്റിംഗിന് നൽകാൻ കഴിയുന്ന കൃത്യതയെയും സങ്കീർണ്ണതയെയും മറികടക്കുന്നതാണ് ഫലങ്ങൾ.
പരിഗണിക്കേണ്ട പ്രധാന ഘടകങ്ങൾ: പാർട്ട് ഡിസൈൻ, അളവുകൾ, ലീഡ് സമയങ്ങൾ
ഉപയോഗിക്കാനുള്ള തീരുമാനംമെറ്റൽ 3D പ്രിന്റിംഗ്എതിരായിപരമ്പരാഗത കാസ്റ്റിംഗ്ചില നിർണായക ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കുന്നു, അവയിൽഭാഗ രൂപകൽപ്പനയുടെ സങ്കീർണ്ണത, ദിആവശ്യമായ ഭാഗങ്ങളുടെ അളവ്, കൂടാതെലീഡ് സമയങ്ങൾഡെലിവറിക്ക് ആവശ്യമാണ്. ഈ ഘടകങ്ങൾ കൂടുതൽ വിശദമായി പരിശോധിക്കാം.
പാർട്ട് ഡിസൈൻ: ഏത് പ്രക്രിയയാണ് സങ്കീർണ്ണതയെ നന്നായി കൈകാര്യം ചെയ്യുന്നത്?
കാസ്റ്റിംഗ്: ലളിതമായ ഭാഗങ്ങൾക്ക് അനുയോജ്യം
ഭാഗങ്ങൾ സൃഷ്ടിക്കുന്നതിന് കാസ്റ്റിംഗ് ഒരു മികച്ച തിരഞ്ഞെടുപ്പാണ്ലളിതമായ ജ്യാമിതികൾഅല്ലെങ്കിൽ സങ്കീർണ്ണമായ ആന്തരിക സവിശേഷതകൾ ആവശ്യമില്ലാത്ത ഭാഗങ്ങൾ. ഭാഗങ്ങളുടെ രൂപകൽപ്പന താരതമ്യേന ലളിതമാണെങ്കിൽ, കാസ്റ്റിംഗ് കാര്യക്ഷമവും ചെലവ് കുറഞ്ഞതുമായിരിക്കും. എന്നിരുന്നാലും, ഭാഗത്തിന്റെ സങ്കീർണ്ണത വർദ്ധിക്കുന്നതിനനുസരിച്ച്, പരമ്പരാഗത കാസ്റ്റിംഗ് ചില പരിമിതികൾ നേരിടുന്നു.
- ഒഴുക്കിലും വിശദാംശങ്ങളിലുമുള്ള പരിമിതികൾ: കൈകാര്യം ചെയ്യുമ്പോൾചെറുതോ സങ്കീർണ്ണമോ ആയ സവിശേഷതകൾ, കാസ്റ്റിംഗ് പ്രശ്നകരമായി മാറുന്നു. ദ്രാവക ലോഹത്തിന് ചെറിയ ചാനലുകളിലേക്കോ അച്ചിനുള്ളിലെ സങ്കീർണ്ണമായ അറകളിലേക്കോ ഒഴുകാൻ പ്രയാസമുണ്ട്, ഇത് പലപ്പോഴുംഅപൂർണ്ണമായ അല്ലെങ്കിൽ മോശമായി രൂപപ്പെട്ട ഭാഗങ്ങൾഉദാഹരണത്തിന്, നേർത്ത ഭിത്തികളോ, ആന്തരിക ശൂന്യതയോ, സങ്കീർണ്ണമായ ജ്യാമിതികളോ ഉള്ള ഭാഗങ്ങൾ കാസ്റ്റിംഗിലൂടെ ശരിയായി രൂപപ്പെടണമെന്നില്ല.
- പൂപ്പൽ രൂപകൽപ്പന നിയന്ത്രണങ്ങൾ: കൂടാതെ, പൂപ്പൽ തന്നെ പരിമിതികൾ അവതരിപ്പിക്കുന്നു. സങ്കീർണ്ണമായ അച്ചുകൾ നിർമ്മിക്കാൻ ചെലവേറിയതും സമയമെടുക്കുന്നതുമാണെന്ന് മാത്രമല്ല, വസ്തുക്കളുടെ ഒഴുക്ക്, തണുപ്പിക്കൽ നിരക്ക്, ഖരീകരണ സമയത്ത് ചുരുങ്ങൽ തുടങ്ങിയ ഘടകങ്ങൾ ശ്രദ്ധാപൂർവ്വം പരിഗണിക്കേണ്ടതുണ്ട്.
മെറ്റൽ 3D പ്രിന്റിംഗ്: സങ്കീർണ്ണതയിൽ സ്വാതന്ത്ര്യം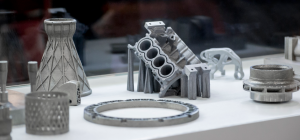
വിപരീതമായി,മെറ്റൽ 3D പ്രിന്റിംഗ്സങ്കീർണ്ണവും സങ്കീർണ്ണവുമായ ഡിസൈനുകൾ കൈകാര്യം ചെയ്യുമ്പോൾ അഭിവൃദ്ധി പ്രാപിക്കുന്നു. ലെയർ-ബൈ-ലെയർ പ്രക്രിയ നിർമ്മാതാക്കളെ ഭാഗങ്ങൾ സൃഷ്ടിക്കാൻ പ്രാപ്തമാക്കുന്നുസൂക്ഷ്മമായ ആന്തരിക ഘടനകൾ, സങ്കീർണ്ണമായ ജ്യാമിതികൾ, കൂടാതെഇഷ്ടാനുസൃതമാക്കിയ സവിശേഷതകൾകാസ്റ്റിംഗിലൂടെ അത് നേടുന്നത് മിക്കവാറും അസാധ്യമാണ്.
- സങ്കീർണ്ണമായ ഡിസൈനുകൾ: ചെറിയ ദ്വാരങ്ങൾ, അറകൾ, അല്ലെങ്കിൽ ആന്തരിക ചാനലുകൾ - ഇവ കാസ്റ്റ് ചെയ്യാൻ ബുദ്ധിമുട്ടുള്ള സവിശേഷതകളായിരിക്കും - ഒരു 3D പ്രിന്റ് ചെയ്ത ഭാഗത്ത് എളുപ്പത്തിൽ സൃഷ്ടിക്കാൻ കഴിയും.
- ഇഷ്ടാനുസൃതമാക്കൽ: നിങ്ങളുടെ ഡിസൈനിൽ ഇടയ്ക്കിടെ മാറ്റങ്ങൾ വരുത്തുകയോ ആവർത്തനങ്ങൾ നടത്തുകയോ ചെയ്യേണ്ടതുണ്ടെങ്കിൽ, പുതിയ മോൾഡുകളോ ടൂളിംഗോ ഇല്ലാതെ തന്നെ വേഗത്തിൽ ക്രമീകരണങ്ങൾ ചെയ്യാൻ മെറ്റൽ 3D പ്രിന്റിംഗ് അനുവദിക്കുന്നു. ഒരു പുതിയ ഡിസൈൻ ഫയൽ അപ്ലോഡ് ചെയ്ത് നിർമ്മാണ പ്രക്രിയ തുടരുക.
മാത്രമല്ല,3D പ്രിന്റിംഗ്കൂടുതൽ പിന്തുണയ്ക്കുന്നുനൂതന ജ്യാമിതികൾഅതുപോലെലാറ്റിസ് ഘടനകൾ, ആന്തരിക തണുപ്പിക്കൽ ചാനലുകൾ, മെറ്റീരിയൽ ഉപയോഗം കുറയ്ക്കുകയും ഭാഗങ്ങളുടെ പ്രകടനം മെച്ചപ്പെടുത്തുകയും ചെയ്യുന്ന ജൈവ രൂപങ്ങൾ.
കൃത്യത: ഏത് പ്രക്രിയയാണ് മികച്ച കൃത്യത നൽകുന്നത്?
കാസ്റ്റിംഗ്: സഹിഷ്ണുതകളും ചുരുങ്ങലും സംബന്ധിച്ച വെല്ലുവിളികൾ
കൃത്യതയുടെ കാര്യം വരുമ്പോൾ,പരമ്പരാഗത കാസ്റ്റിംഗ്ഒരു വെല്ലുവിളിയാകാം. കാസ്റ്റിംഗിന് ന്യായമായ ഉയർന്ന ടോളറൻസുകൾ നേടാൻ കഴിയുമെങ്കിലും,വസ്തുവിന്റെ ചുരുങ്ങൽതണുക്കുമ്പോൾ അവസാന ഭാഗത്തിന്റെ അളവുകളിൽ വ്യതിയാനം വരുന്നു. ഈ പ്രതിഭാസം, അറിയപ്പെടുന്നത്കാസ്റ്റിംഗ് ചുരുങ്ങൽ, ലോഹം ദ്രാവകത്തിൽ നിന്ന് ഖരാവസ്ഥയിലേക്ക് മാറുമ്പോൾ സങ്കോചിക്കുന്നതിന്റെ ഫലമാണ്.
- അസംബ്ലി പ്രശ്നങ്ങൾ: അസംബ്ലി ആവശ്യമുള്ള ഭാഗങ്ങളിൽ, കാസ്റ്റിംഗ് കൂടുതൽ വെല്ലുവിളികൾ സൃഷ്ടിച്ചേക്കാം. സങ്കീർണ്ണമായ അസംബ്ലികൾക്ക് പലപ്പോഴും ബ്രേസിംഗ് അല്ലെങ്കിൽ വെൽഡിംഗ് ആവശ്യമാണ്, ഈ പ്രക്രിയകളിൽ കൃത്യതയില്ലായ്മ ഉണ്ടാകുകയും ഭാഗത്തിന്റെ മൊത്തത്തിലുള്ള സമഗ്രതയിൽ വിട്ടുവീഴ്ച ചെയ്യുകയും ചെയ്യും.
- മെറ്റീരിയലിനോടും താപനിലയോടുമുള്ള സംവേദനക്ഷമത: കാസ്റ്റിംഗിന്റെ കൃത്യതയെ ഉപയോഗിക്കുന്ന വസ്തുക്കളുടെ തരവും അത് ഒഴിക്കുന്ന താപനിലയും ബാധിക്കുന്നു. താപനിലയിലോ വസ്തുക്കളുടെ ഗുണനിലവാരത്തിലോ ചെറിയ വ്യതിയാനം ഉണ്ടായാൽ അത് അവസാന ഭാഗത്ത് പൊരുത്തക്കേടുകൾക്ക് കാരണമാകും.
മെറ്റൽ 3D പ്രിന്റിംഗ്: കൃത്യതയും സ്ഥിരതയും
മെറ്റൽ 3D പ്രിന്റിംഗ് മികച്ചതാണ്,കൃത്യതഉപയോഗംലേസർ സിന്ററിംഗ്(DMLS പോലുള്ള പ്രക്രിയകളിൽ) ഭാഗത്തിന്റെ മേൽ മികച്ച നിയന്ത്രണം അനുവദിക്കുന്നുഅളവുകൾ, ഭാഗങ്ങൾ ഉൽപാദിപ്പിക്കുന്നCAD സ്പെസിഫിക്കേഷനുകൾ കൃത്യമായി പാലിക്കുക.
- നിയർ സീറോ ഷ്രിങ്കേജ്: ലോഹ 3D പ്രിന്റഡ് ഭാഗങ്ങൾ ചുരുങ്ങുന്നത് വളരെ കുറവാണ്, കാരണം ലേസർ ലോഹപ്പൊടിയെ നിയന്ത്രിത പരിതസ്ഥിതിയിൽ കൃത്യമായി ലയിപ്പിക്കുന്നു, ഭാഗങ്ങൾ അവയുടെ രൂപകൽപ്പന ചെയ്ത അളവുകൾ നിലനിർത്തുന്നുവെന്ന് ഉറപ്പാക്കുന്നു.
- സ്ഥിരത: 3D പ്രിന്റിംഗ് വളരെ ഉയർന്നതായതിനാൽഓട്ടോമേറ്റഡ്പ്രക്രിയയിൽ, ഇത് ഒന്നിലധികം ബാച്ചുകളിൽ സ്ഥിരമായ ഫലങ്ങൾ നൽകുന്നു. ഈ നിയന്ത്രണ തലം ഓരോ ഭാഗവും വലിപ്പം, ആകൃതി, ഉപരിതല ഫിനിഷ് എന്നിവയിൽ ഏതാണ്ട് ഒരുപോലെയാണെന്ന് ഉറപ്പാക്കുന്നു.
കൂടാതെ,3D പ്രിന്റിംഗ്തൽക്ഷണ നേട്ടങ്ങൾഫീഡ്ബാക്ക്വഴിഡിസൈൻ ഫോർ മാനുഫാക്ചറിംഗ് (DFM)നിർമ്മാണക്ഷമത ഉറപ്പാക്കുന്നതിനും തത്സമയ ശുപാർശകൾ നൽകുന്നതിനുമായി CAD ഫയൽ വിശകലനം ചെയ്യുന്ന ഉപകരണങ്ങൾ.
ഭാഗത്തിന്റെ വലിപ്പം: ഓരോ പ്രക്രിയയും വലുതോ ചെറുതോ ആയ ഭാഗങ്ങൾ എങ്ങനെ കൈകാര്യം ചെയ്യുന്നു?
കാസ്റ്റിംഗ്: വലിയ ഭാഗങ്ങൾക്ക് അനുയോജ്യം
വലിയ ഭാഗങ്ങൾ നിർമ്മിക്കുന്നതിന് പരമ്പരാഗത കാസ്റ്റിംഗ് വളരെ അനുയോജ്യമാണ്, കാരണം ഇതിന് ഇനിപ്പറയുന്നവ പോലുള്ള ഇനങ്ങൾ കാര്യക്ഷമമായി നിർമ്മിക്കാൻ കഴിയും.എഞ്ചിൻ ബ്ലോക്കുകൾ, ടർബൈൻ ബ്ലേഡുകൾ, കൂടാതെബ്രിഡ്ജ് ഘടകങ്ങൾ. കാസ്റ്റിംഗിന്റെ അളവും കരുത്തും വലുതും വലുതുമായ ഭാഗങ്ങൾ നിർമ്മിക്കുന്നതിനുള്ള ഏറ്റവും നല്ല രീതിയാക്കി മാറ്റുന്നു.
എന്നിരുന്നാലും, സാമ്പത്തികമായി കാസ്റ്റ് ചെയ്യാൻ കഴിയുന്ന ഭാഗങ്ങളുടെ സ്കെയിലിന് ഒരു പരിമിതിയുണ്ട്. ഒരു വലിയ ഭാഗത്തിനായി ഒരു അച്ചിൽ നിർമ്മിക്കുന്നതിന് ഉപകരണങ്ങൾ, സ്ഥലം, വിഭവങ്ങൾ എന്നിവയിൽ ഗണ്യമായ നിക്ഷേപം ആവശ്യമാണ്.
മെറ്റൽ 3D പ്രിന്റിംഗ്: വലുപ്പത്തിൽ അതിരുകൾ ഉയർത്തൽ
അതേസമയംമെറ്റൽ 3D പ്രിന്റിംഗ്ചെറിയ ഭാഗങ്ങൾ നിർമ്മിക്കുന്നതിന് പൊതുവെ അറിയപ്പെടുന്നുണ്ടെങ്കിലും, ആധുനിക പുരോഗതികൾ വലിയ ഘടകങ്ങളുടെ നിർമ്മാണത്തെയും പ്രാപ്തമാക്കുന്നു.3D മെറ്റൽ പ്രിന്ററുകൾവലിപ്പമുള്ള ഭാഗങ്ങൾ സൃഷ്ടിക്കാൻ കഴിയും31.5 ഇഞ്ച് x 15.7 ഇഞ്ച് x 19.7 ഇഞ്ച് (400 മിമി x 800 മിമി x 500 മിമി). എന്നിരുന്നാലും, വലിയ ഭാഗങ്ങൾ ഇപ്പോഴും ഒരുകൂടുതൽ അച്ചടി സമയംആവശ്യമായി വന്നേക്കാംഒന്നിലധികം പ്രിന്റിംഗ് സെഷനുകൾപൂർത്തിയാക്കാൻ.
- മോഡുലാർ ഉത്പാദനം: വലിയ ഭാഗങ്ങൾക്ക്,മെറ്റൽ 3D പ്രിന്റിംഗ്പിന്നീട് കൂട്ടിച്ചേർക്കാൻ കഴിയുന്ന ചെറിയ ഭാഗങ്ങൾ സൃഷ്ടിക്കാനുള്ള സാധ്യത നൽകുന്നു. ഇത് കൂടുതൽ ആകാംചെലവ് കുറഞ്ഞവലിയ അച്ചുകൾ ആവശ്യമുള്ള പരമ്പരാഗത രീതികളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ.
അളവിന്റെ പരിഗണനകൾ: കുറഞ്ഞ വോളിയം vs. ഉയർന്ന വോളിയം ഉൽപ്പാദനം
കാസ്റ്റിംഗ്: ഉയർന്ന ശബ്ദ നിർമ്മാണത്തിന് ഏറ്റവും മികച്ചത്
ഉയർന്ന അളവിലുള്ള നിർമ്മാണത്തിൽ കാസ്റ്റിംഗ് തിളങ്ങുന്നു. ഭാഗങ്ങളുടെ എണ്ണം കൂടുന്നതിനനുസരിച്ച് പ്രക്രിയ കൂടുതൽ ചെലവ് കുറഞ്ഞതായിത്തീരുന്നു. പ്രാരംഭ ചെലവുകൾപൂപ്പൽ സൃഷ്ടിഉയർന്നതാണ്, പക്ഷേ ഉൽപാദന വർദ്ധനവ് കൂടുന്നതിനനുസരിച്ച്, ഒരു യൂണിറ്റിനുള്ള ചെലവ് ഗണ്യമായി കുറയുന്നു.
എന്നിരുന്നാലും, കുറഞ്ഞ വോളിയം റണ്ണുകൾക്കായി അച്ചുകൾ സൃഷ്ടിക്കുന്നത് aസാമ്പത്തിക ബാധ്യതമോൾഡ് സജ്ജീകരണത്തിന്റെ വിലയും ഫൗണ്ടറി ശേഷിക്കായുള്ള കാത്തിരിപ്പ് സമയവും ചെറിയ ഭാഗങ്ങളുടെ റണ്ണിംഗ് അപ്രായോഗികമാക്കും.
മെറ്റൽ 3D പ്രിന്റിംഗ്: കുറഞ്ഞ വോളിയം കാര്യക്ഷമത
ഇതിനു വിപരീതമായി, ലോഹ 3D പ്രിന്റിംഗ് അനുയോജ്യമാണ്കുറഞ്ഞ അളവിലുള്ള ഉത്പാദനം. അച്ചുകളുടെയോ ഉപകരണങ്ങളുടെയോ ആവശ്യമില്ലാത്തതിനാൽ, പരമ്പരാഗത കാസ്റ്റിംഗിന്റെ പ്രാരംഭ ഓവർഹെഡ് ചെലവുകളില്ലാതെ നിർമ്മാതാക്കൾക്ക് ചെറിയ ബാച്ചുകൾ ഭാഗങ്ങൾ സൃഷ്ടിക്കാൻ കഴിയും.
- ഉൽപ്പാദനത്തിൽ വഴക്കം: ഒരു ബാച്ചിൽ ഒരേസമയം ഒന്നിലധികം ചെറിയ ഭാഗങ്ങൾ അച്ചടിക്കുന്നത് ഉൽപാദന സമയം വേഗത്തിലാക്കും. കൂടാതെ,ഡിഎംഎൽഎസ്മറ്റുള്ളവ3D പ്രിന്റിംഗ്ഈ സാങ്കേതിക വിദ്യകൾ എളുപ്പത്തിൽ പ്രോട്ടോടൈപ്പിംഗും പരിഷ്കരണങ്ങളും അനുവദിക്കുന്നു, ഇത് വിപുലമായ റീടൂളിംഗിന്റെയോ കാലതാമസത്തിന്റെയോ ആവശ്യകത ഇല്ലാതാക്കുന്നു.
ലീഡ് ടൈംസ്: ഉത്പാദനം വേഗത്തിലാക്കൽ
കാസ്റ്റിംഗ്: നീണ്ട ലീഡ് ടൈംസ്
പരമ്പരാഗത കാസ്റ്റിംഗിൽ ലീഡ് സമയം വളരെ ദൈർഘ്യമേറിയതായിരിക്കും, പ്രത്യേകിച്ചുംപുതിയ അച്ചുകൾആവശ്യമുള്ളപ്പോൾ അല്ലെങ്കിൽഫൗണ്ടറികൾനീണ്ട കാത്തിരിപ്പ് പട്ടികകളുണ്ട്. നിങ്ങൾക്ക് ഇതിനകം ഒരു നിലവിലുള്ള പൂപ്പൽ ഉണ്ടെങ്കിൽ പോലും,കാസ്റ്റിംഗ് പ്രക്രിയവലുതോ സങ്കീർണ്ണമോ ആയ ഭാഗങ്ങൾക്ക്, പ്രത്യേകിച്ച് നിരവധി ആഴ്ചകളോ മാസങ്ങളോ എടുത്തേക്കാം. കൂടാതെ, അച്ചിലോ രൂപകൽപ്പനയിലോ പിശകുകൾ ഉണ്ടെങ്കിൽ, ടൈംലൈൻ പുനഃസജ്ജമാകും.
മെറ്റൽ 3D പ്രിന്റിംഗ്: ദ്രുതഗതിയിലുള്ള വഴിത്തിരിവ്
മറുവശത്ത്,മെറ്റൽ 3D പ്രിന്റിംഗ്ലീഡ് സമയത്ത് നാടകീയമായ കുറവ് നൽകുന്നു. ഭാഗങ്ങൾ പലപ്പോഴും ഉള്ളിൽ അച്ചടിക്കാൻ കഴിയുംദിവസങ്ങൾവലുതും സങ്കീർണ്ണവുമായ ഘടകങ്ങൾക്ക് പോലും. വലിയ ഭാഗങ്ങൾ അച്ചടിക്കാൻ കൂടുതൽ സമയമെടുത്തേക്കാം,വഴക്കവും വേഗതയുംഅഡിറ്റീവ് നിർമ്മാണം വാഗ്ദാനം ചെയ്യുന്നത്സമാനതകളില്ലാത്തപരമ്പരാഗത രീതികളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ.
ആപ്ലിക്കേഷനുകൾ: വ്യത്യസ്ത വ്യവസായങ്ങൾക്ക് ഏറ്റവും മികച്ച രീതി ഏതാണ്?
കാസ്റ്റിംഗ്: ഘന വ്യവസായത്തിന്റെ നട്ടെല്ല്
പരമ്പരാഗത കാസ്റ്റിംഗ് വ്യവസായങ്ങളിൽ ആധിപത്യം പുലർത്തുന്നത് തുടരുന്നു, അവിടെഭാഗത്തിന്റെ വലിപ്പംഒപ്പംശക്തിനിർണായകമാണ്. ഇത് ഇനിപ്പറയുന്നതുപോലുള്ള വ്യവസായങ്ങളിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു:
- ഗതാഗതം: എഞ്ചിൻ ബ്ലോക്കുകൾ, ട്രാൻസ്മിഷൻ കേസിംഗുകൾ, സസ്പെൻഷൻ ഘടകങ്ങൾ തുടങ്ങിയ ഓട്ടോമോട്ടീവ് ഭാഗങ്ങൾ.
- ബഹിരാകാശവും മറൈനും: പോലുള്ള ഘടകങ്ങൾടർബൈൻ ബ്ലേഡുകൾ, പ്രൊപ്പല്ലറുകൾ, കൂടാതെഘടനാപരമായ ഭാഗങ്ങൾ.
- ഭാരമേറിയ യന്ത്രങ്ങൾ: ആവശ്യമുള്ള വലിയ ഭാഗങ്ങൾശക്തിഒപ്പംഈട്, അതുപോലെഹൈഡ്രോളിക് സിസ്റ്റങ്ങൾഒപ്പംഎഞ്ചിൻ ഘടകങ്ങൾ.
രൂപകൽപ്പനയ്ക്ക് സങ്കീർണ്ണമായ സവിശേഷതകൾ ആവശ്യമില്ലെങ്കിലും, കരുത്തുറ്റതും വലിയ തോതിലുള്ളതുമായ ഭാഗങ്ങൾ നിർമ്മിക്കാനുള്ള കാസ്റ്റിംഗിന്റെ കഴിവിൽ നിന്ന് ഈ വ്യവസായങ്ങൾ പ്രയോജനം നേടുന്നു.
മെറ്റൽ 3D പ്രിന്റിംഗ്: പയനിയറിംഗ് ഇന്നൊവേഷൻ
നേരെമറിച്ച്, ലോഹ 3D പ്രിന്റിംഗ് പലപ്പോഴും ആവശ്യമുള്ള ഭാഗങ്ങൾക്ക് ഉപയോഗിക്കുന്നുകൃത്യത, ഇഷ്ടാനുസൃതമാക്കൽ, അല്ലെങ്കിൽസങ്കീർണ്ണമായ ജ്യാമിതികൾ. ഇതിന് ഇനിപ്പറയുന്നതിൽ ഒരു പ്രധാന പങ്കുണ്ട്:
- പ്രോട്ടോടൈപ്പിംഗ്: പ്രോട്ടോടൈപ്പുകൾ വേഗത്തിൽ നിർമ്മിക്കാനുള്ള കഴിവ്പ്രൊഡക്ഷൻ-ഗ്രേഡ് ലോഹങ്ങൾകമ്പനികൾ ഉൽപ്പന്ന വികസനത്തെ സമീപിക്കുന്ന രീതിയെ മാറ്റിമറിച്ചു.
- ബഹിരാകാശം: പോലുള്ള സങ്കീർണ്ണമായ ഭാഗങ്ങൾടർബൈൻ ബ്ലേഡുകൾ or ഇന്ധന നോസിലുകൾആന്തരിക കൂളിംഗ് ചാനലുകളോ ഒപ്റ്റിമൈസ് ചെയ്ത രൂപങ്ങളോ ആവശ്യമുള്ളവ.
- മെഡിക്കൽ ഉപകരണങ്ങൾ: രോഗിയുടെ ശരീരഘടനയ്ക്ക് അനുസൃതമായി തയ്യാറാക്കിയ ഇംപ്ലാന്റുകൾ, ശസ്ത്രക്രിയാ ഉപകരണങ്ങൾ, പ്രോസ്തെറ്റിക്സ്.
ഹൈബ്രിഡ് സമീപനങ്ങൾ: രണ്ട് രീതികളും പ്രയോജനപ്പെടുത്തൽ
രസകരമെന്നു പറയട്ടെ, ചില കമ്പനികൾ ഇപ്പോൾ രണ്ട് നിർമ്മാണ രീതികളുടെയും സംയോജനം പര്യവേക്ഷണം ചെയ്യുന്നുണ്ട്. ഉദാഹരണത്തിന്,ലോഹ 3D പ്രിന്റഡ് അച്ചുകൾസുഗമമാക്കാൻ ഉപയോഗിക്കാംകാസ്റ്റിംഗ്, അഡിറ്റീവ് നിർമ്മാണത്തിന്റെ വഴക്കത്തിൽ നിന്നും പരമ്പരാഗത കാസ്റ്റിംഗിന്റെ ഉൽപ്പാദനക്ഷമതയിൽ നിന്നും നിർമ്മാതാക്കൾക്ക് പ്രയോജനം നേടാൻ അനുവദിക്കുന്നു.
ദ്രുത താരതമ്യം: കാസ്റ്റിംഗ് vs. മെറ്റൽ 3D പ്രിന്റിംഗ്
| സ്വഭാവം | കാസ്റ്റിംഗ് | മെറ്റൽ 3D പ്രിന്റിംഗ് |
|---|---|---|
| ലീഡ് ടൈംസ് | ദൈർഘ്യമേറിയത് (ഒരു വർഷത്തിൽ കൂടുതലാകാം) | വേഗത്തിൽ (സാധാരണയായി ദിവസങ്ങൾ മുതൽ ആഴ്ചകൾ വരെ) |
| ഉൽപ്പാദന ലഭ്യത | മുൻകൂട്ടി ബുക്ക് ചെയ്ത, പരിമിതമായ ഫൗണ്ടറികൾ | യന്ത്രങ്ങളുടെ എണ്ണം കൂടുന്നു, ശേഷി കൂടുന്നു |
| ഭാഗ മാറ്റങ്ങൾ | മാറ്റങ്ങൾക്ക് പുതിയ രൂപങ്ങൾ ആവശ്യമാണ്. | CAD അപ്ഡേറ്റുകൾ വഴി തൽക്ഷണ മാറ്റങ്ങൾ |
| ആരംഭ ചെലവുകൾ | വിലകൂടിയ പൂപ്പലുകൾ | ഉപകരണങ്ങൾ ആവശ്യമില്ല |
| പീസ്-പാർട്ട് ചെലവ് | ഉയർന്ന അളവിൽ കുറവ് | കുറഞ്ഞ അളവിൽ കൂടുതൽ, പക്ഷേ സ്കെയിൽ കൂടുമ്പോൾ വലിയ തോതിൽ കുറയുന്നില്ല. |
| മെറ്റീരിയൽ ചോയ്സ് | വൈവിധ്യമാർന്ന ഇനങ്ങൾ ലഭ്യമാണ് | പരിമിതമാണ്, പക്ഷേ അലുമിനിയം, ടൈറ്റാനിയം, സ്റ്റെയിൻലെസ് സ്റ്റീൽ തുടങ്ങിയ പ്രധാന ലോഹങ്ങൾ ഉപയോഗിച്ച് വികസിക്കുന്നു. |
ഉപസംഹാരം: ലോഹ നിർമ്മാണത്തിന്റെ ഭാവി
രണ്ടുംമെറ്റൽ 3D പ്രിന്റിംഗ്ഒപ്പംപരമ്പരാഗത കാസ്റ്റിംഗ്ആപ്ലിക്കേഷനെ ആശ്രയിച്ച് വ്യത്യസ്തമായ ഗുണങ്ങൾ വാഗ്ദാനം ചെയ്യുന്നു. ഉയർന്ന അളവിൽ ഉൽപ്പാദിപ്പിക്കുന്ന വലുതും ലളിതവുമായ ഭാഗങ്ങൾക്ക് പരമ്പരാഗത കാസ്റ്റിംഗ് ഏറ്റവും മികച്ച തിരഞ്ഞെടുപ്പായി തുടരുമ്പോൾ,മെറ്റൽ 3D പ്രിന്റിംഗ്മേഖലയിൽ മികവ് പുലർത്തുന്നുഇഷ്ടാനുസൃതമാക്കൽ, സങ്കീർണ്ണത, കൂടാതെകുറഞ്ഞ മുതൽ ഇടത്തരം വരെയുള്ള ശബ്ദ ഓട്ടങ്ങൾ.
As അഡിറ്റീവ് നിർമ്മാണംവികസിച്ചുകൊണ്ടിരിക്കുന്ന ഈ കാലഘട്ടത്തിൽ, ലോഹ 3D പ്രിന്റിംഗിന്റെ വഴക്കവും കാര്യക്ഷമതയും പരമ്പരാഗത കാസ്റ്റിംഗിന്റെ മേധാവിത്വത്തെ വെല്ലുവിളിക്കാൻ ഒരുങ്ങിയിരിക്കുന്നു, പ്രത്യേകിച്ച് കൃത്യതയും വേഗതയും ആവശ്യമുള്ള വ്യവസായങ്ങളിൽ.
പല കമ്പനികൾക്കും, ഭാവിയിൽ ഒരു കാര്യം ഉൾപ്പെട്ടേക്കാംഹൈബ്രിഡ് സമീപനം, രണ്ട് ലോകങ്ങളിലെയും ഏറ്റവും മികച്ചത് സംയോജിപ്പിക്കുന്നു. നിങ്ങൾ ലോഹ 3D പ്രിന്റിംഗ്, പരമ്പരാഗത കാസ്റ്റിംഗ്, അല്ലെങ്കിൽ രണ്ടിന്റെയും സംയോജനം തിരഞ്ഞെടുക്കുകയാണെങ്കിൽ, ഓരോ പ്രക്രിയയുടെയും ശക്തിയും പരിമിതികളും മനസ്സിലാക്കുന്നത് നിങ്ങളുടെ നിർമ്മാണ ആവശ്യങ്ങൾക്ക് ഏറ്റവും അറിവുള്ള തീരുമാനം എടുക്കാൻ നിങ്ങളെ സഹായിക്കും.
പോസ്റ്റ് സമയം: ജനുവരി-22-2025


