
ອານາຈັກຂອງການຜະລິດໄດ້ຖືກຄອບງໍາມາດົນນານໂດຍເຕັກນິກການຫລໍ່ແບບດັ້ງເດີມ, ຂະບວນການທີ່ມີອາຍຸຫລາຍປີໄດ້ພັດທະນາໄປຫຼາຍສະຕະວັດ. ຢ່າງໃດກໍຕາມ, ການມາເຖິງຂອງເຕັກໂນໂລຊີການພິມ 3D ໂລຫະໄດ້ປະຕິວັດວິທີການທີ່ພວກເຮົາເຂົ້າຫາການສ້າງພາກສ່ວນໂລຫະ. ການປຽບທຽບລະຫວ່າງສອງວິທີການຜະລິດນີ້ - ການພິມໂລຫະ 3D ແລະການຫລໍ່ແບບດັ້ງເດີມ - ເປີດເຜີຍການເລົ່າເລື່ອງຂອງຄວາມກົງກັນຂ້າມ, ເຊິ່ງເຕັກນິກວັດຖຸບູຮານແລະທັນສະໄຫມຕໍ່ສູ້ເພື່ອຄວາມສູງສຸດໃນຫຼາຍໆອຸດສາຫະກໍາ.
ໃນການປຽບທຽບລາຍລະອຽດນີ້, ພວກເຮົາຈະຄົ້ນຫາຄວາມແຕກຕ່າງພື້ນຖານລະຫວ່າງDirect Metal Sintering (DMLS), ເປັນວິທີການທີ່ນິຍົມໃນການພິມໂລຫະ 3D, ແລະການຫລໍ່ແບບດັ້ງເດີມ. ໂດຍຜ່ານການຂຸດຄົ້ນນີ້, ພວກເຮົາຈະແກ້ໄຂວິທີການປັດໃຈເຊັ່ນ:ການອອກແບບສ່ວນ, ປະລິມານການຜະລິດ, ແລະເວລານໍາມີອິດທິພົນຕໍ່ການເລືອກຂະບວນການຜະລິດຂອງທ່ານ.
ຄວາມເຂົ້າໃຈພື້ນຖານ: ການພິມ 3D ໂລຫະທຽບກັບການຫລໍ່ແບບດັ້ງເດີມ
ກ່ອນທີ່ຈະເຂົ້າໄປໃນຄວາມແຕກຕ່າງລະຫວ່າງສອງຂະບວນການຜະລິດ, ໃຫ້ພວກເຮົາສ້າງພື້ນຖານໂດຍເບິ່ງວິທີການເຮັດວຽກໃນຮູບແບບທີ່ງ່າຍດາຍທີ່ສຸດຂອງພວກເຂົາ.
ການຫລໍ່ແບບດັ້ງເດີມ: ຂະບວນການເກົ່າແກ່
ການຫລໍ່ແມ່ນເຕັກນິກທີ່ໃຊ້ເວລາເປັນກຽດທີ່ໂລຫະ molten (ຫຼືພາດສະຕິກ) poured ເຂົ້າໄປໃນ mold ທີ່ມີຢູ່ຕາມໂກນຂອງຮູບຮ່າງຂອງພາກສ່ວນສຸດທ້າຍ. ເມື່ອເວລາຜ່ານໄປ, ໂລຫະແຫຼວເຢັນ, ແຂງ, ແລະເອົາຮູບແບບຂອງ mold. ສ່ວນທີ່ແຂງແລ້ວແມ່ນເອົາອອກຈາກແມ່ພິມ, ຫຼັງຈາກນັ້ນ, ການເຮັດວຽກສໍາເລັດຮູບເຊັ່ນເຄື່ອງກົນຈັກຫຼືຂັດ, ອາດຈະມີຄວາມຈໍາເປັນ.
ໃນຂະນະທີ່ການຫລໍ່ແບບດັ້ງເດີມສະຫນອງຄວາມຫນ້າເຊື່ອຖືສູງສໍາລັບການຜະລິດຂະຫນາດໃຫຍ່, ມັນແມ່ນຂະບວນການຂ້ອນຂ້າງຊ້າ. ການສ້າງແມ່ພິມສາມາດມີລາຄາແພງແລະໃຊ້ເວລາຫຼາຍ, ແລະໄລຍະຄວາມເຢັນແລະການແຂງຕົວມັກຈະຊ້າ. ນອກຈາກນັ້ນ, ຄວາມຕ້ອງການສໍາລັບການສໍາພັດສໍາເລັດຮູບອາດຈະຂະຫຍາຍໄລຍະເວລາໂດຍລວມ.
ການພິມ 3 ມິຕິດ້ວຍໂລຫະ: ຂັ້ນຕອນວິທີການເປັນຊັ້ນໆ
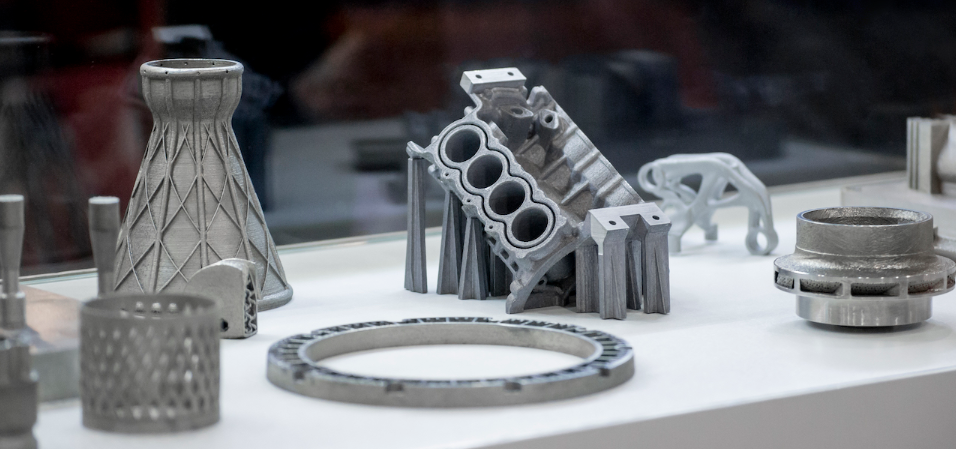
ໃນທາງກົງກັນຂ້າມ, ການພິມ 3D ໂລຫະໃຊ້ການຜະລິດເພີ່ມເຕີມເພື່ອສ້າງຊັ້ນສ່ວນໂດຍຊັ້ນ. ຂະບວນການນີ້ໂດຍປົກກະຕິກ່ຽວຂ້ອງກັບໂລຫະຜົງ or filaments ໂລຫະເຊິ່ງໄດ້ຖືກຄັດເລືອກຮ່ວມກັນໂດຍ lasers ພະລັງງານສູງຫຼືແຫຼ່ງພະລັງງານອື່ນໆ. ຫຼັງຈາກແຕ່ລະຊັ້ນສໍາເລັດແລ້ວ, ເວທີການກໍ່ສ້າງເລື່ອນລົງເລັກນ້ອຍ, ແລະຊັ້ນຝຸ່ນສົດຖືກຝາກໄວ້.
ວິທີການຊັ້ນໂດຍຊັ້ນນີ້ສະເຫນີຄວາມຍືດຫຍຸ່ນອັນໃຫຍ່ຫຼວງ, ອະນຸຍາດໃຫ້ສ້າງພາກສ່ວນທີ່ມີເລຂາຄະນິດທີ່ສັບສົນແລະຄວາມແມ່ນຍໍາສູງ. ໃນຂະນະທີ່ຂະບວນການພິມຕົວມັນເອງສາມາດໃຊ້ເວລາຫຼາຍ - ໂດຍສະເພາະສໍາລັບພາກສ່ວນຂະຫນາດໃຫຍ່ - ຜົນໄດ້ຮັບມັກຈະເກີນຄວາມແມ່ນຍໍາແລະຄວາມສັບສົນທີ່ການຫລໍ່ແບບດັ້ງເດີມສາມາດສະຫນອງໄດ້.
ປັດໃຈຫຼັກທີ່ຄວນພິຈາລະນາ: ການອອກແບບສ່ວນ, ປະລິມານ, ແລະເວລານໍາ
ການຕັດສິນໃຈທີ່ຈະນໍາໃຊ້ການພິມໂລຫະ 3Dທຽບກັບການຫລໍ່ພື້ນເມືອງhinges ສຸດປັດໄຈທີ່ສໍາຄັນຈໍານວນຫນຶ່ງ, ລວມທັງຄວາມສັບສົນຂອງການອອກແບບສ່ວນ, ໄດ້ປະລິມານຂອງພາກສ່ວນທີ່ຈໍາເປັນ, ແລະເວລານໍາຕ້ອງການສໍາລັບການຈັດສົ່ງ. ໃຫ້ເຮົາສຳຫຼວດປັດໄຈເຫຼົ່ານີ້ໃຫ້ລະອຽດຕື່ມ.
ການອອກແບບສ່ວນ: ຂະບວນການໃດຈັດການກັບຄວາມສັບສົນໄດ້ດີກວ່າ?
Casting: ເຫມາະສໍາລັບພາກສ່ວນທີ່ງ່າຍດາຍ
Casting ເປັນທາງເລືອກທີ່ດີເລີດສໍາລັບການສ້າງພາກສ່ວນທີ່ມີເລຂາຄະນິດທີ່ງ່າຍດາຍຫຼືພາກສ່ວນທີ່ບໍ່ຕ້ອງການລັກສະນະພາຍໃນທີ່ສັບສົນ. ຖ້າການອອກແບບສ່ວນແມ່ນຂ້ອນຂ້າງກົງໄປກົງມາ, ການຫລໍ່ສາມາດມີປະສິດທິພາບແລະປະຫຍັດຄ່າໃຊ້ຈ່າຍ. ຢ່າງໃດກໍຕາມ, ເມື່ອຄວາມສັບສົນຂອງພາກສ່ວນເພີ່ມຂຶ້ນ, ການຫລໍ່ແບບດັ້ງເດີມປະເຊີນກັບຂໍ້ຈໍາກັດບາງຢ່າງ.
- ຂໍ້ຈໍາກັດໃນການໄຫຼແລະລາຍລະອຽດ: ເມື່ອຈັດການກັບລັກສະນະຂະຫນາດນ້ອຍຫຼືສັບສົນ, ການຫລໍ່ກາຍເປັນບັນຫາ. ໂລຫະແຫຼວມີຄວາມຫຍຸ້ງຍາກໄຫຼເຂົ້າໄປໃນຊ່ອງຂະຫນາດນ້ອຍຫຼືຢູ່ຕາມໂກນ intricate ພາຍໃນ mold, ມັກຈະສົ່ງຜົນໃຫ້ພາກສ່ວນທີ່ບໍ່ສົມບູນ ຫຼື ປະກອບບໍ່ດີ. ສໍາລັບຕົວຢ່າງ, ພາກສ່ວນທີ່ມີຝາບາງໆ, voids ພາຍໃນ, ຫຼືເລຂາຄະນິດສະລັບສັບຊ້ອນອາດຈະບໍ່ໄດ້ຮັບການສ້າງຕັ້ງຂຶ້ນຢ່າງຖືກຕ້ອງໂດຍຜ່ານການຫລໍ່.
- ຂໍ້ຈໍາກັດການອອກແບບແມ່ພິມ: ນອກຈາກນັ້ນ, mold ຕົວຂອງມັນເອງສະເຫນີຂໍ້ຈໍາກັດ. molds ສະລັບສັບຊ້ອນບໍ່ພຽງແຕ່ມີລາຄາແພງແລະໃຊ້ເວລາຫຼາຍໃນການສ້າງ, ແຕ່ຍັງຮຽກຮ້ອງໃຫ້ມີການພິຈາລະນາລະມັດລະວັງຂອງປັດໃຈເຊັ່ນ: ການໄຫຼຂອງວັດສະດຸ, ອັດຕາການເຢັນ, ແລະການຫົດຕົວໃນລະຫວ່າງການແຂງ.
ການພິມໂລຫະ 3D: ເສລີພາບໃນຄວາມສັບສົນ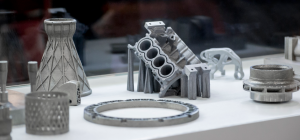
ໃນທາງກົງກັນຂ້າມ,ການພິມໂລຫະ 3Dຈະເລີນເຕີບໂຕໃນເວລາທີ່ຈັດການກັບການອອກແບບທີ່ສັບສົນແລະສັບສົນ. ຂະບວນການຊັ້ນໂດຍຊັ້ນເຮັດໃຫ້ຜູ້ຜະລິດສາມາດສ້າງພາກສ່ວນທີ່ມີໂຄງສ້າງພາຍໃນທີ່ດີ, ເລຂາຄະນິດທີ່ຊັບຊ້ອນ, ແລະຄຸນສົມບັດທີ່ກໍາຫນົດເອງເກືອບຈະເປັນໄປບໍ່ໄດ້ທີ່ຈະບັນລຸໄດ້ໂດຍຜ່ານການຫລໍ່.
- ການອອກແບບທີ່ສັບສົນ: ຮູນ້ອຍໆ, ຮູຂຸມຂົນ, ຫຼືຊ່ອງພາຍໃນ—ຄຸນສົມບັດທີ່ຍາກທີ່ຈະສົ່ງສັນຍານ—ສາມາດສ້າງໄດ້ຢ່າງງ່າຍດາຍໃນສ່ວນທີ່ພິມດ້ວຍ 3 ມິຕິ.
- ການປັບແຕ່ງ: ຖ້າການອອກແບບຂອງທ່ານຮຽກຮ້ອງໃຫ້ມີການບິດຫຼືເຮັດຊ້ໍາເລື້ອຍໆ, ການພິມ 3D ໂລຫະອະນຸຍາດໃຫ້ມີການປັບຕົວໄວໂດຍບໍ່ຈໍາເປັນຕ້ອງມີ molds ຫຼືເຄື່ອງມືໃຫມ່. ພຽງແຕ່ອັບໂຫລດໄຟລ໌ອອກແບບໃຫມ່ແລະສືບຕໍ່ຂະບວນການຜະລິດ.
ຍິ່ງໄປກວ່ານັ້ນ,ການພິມ 3Dສະຫນັບສະຫນູນຫຼາຍເລຂາຄະນິດປະດິດສ້າງເຊັ່ນໂຄງສ້າງເສັ້ນດ່າງ, ຊ່ອງທາງຄວາມເຢັນພາຍໃນ, ແລະຮູບຮ່າງຂອງອິນຊີທີ່ຫຼຸດຜ່ອນການນໍາໃຊ້ວັດສະດຸແລະປັບປຸງການປະຕິບັດສ່ວນ.
ຄວາມຖືກຕ້ອງ: ຂະບວນການໃດທີ່ໃຫ້ຄວາມຊັດເຈນດີກວ່າ?
Casting: ສິ່ງທ້າທາຍທີ່ມີຄວາມທົນທານແລະການຫົດຕົວ
ໃນເວລາທີ່ມັນມາກັບຄວາມຖືກຕ້ອງ,ການຫລໍ່ພື້ນເມືອງສາມາດເປັນສິ່ງທ້າທາຍ. ເຖິງແມ່ນວ່າການຫລໍ່ສາມາດບັນລຸຄວາມທົນທານສູງສົມເຫດສົມຜົນ, ໄດ້ການຫົດຕົວຂອງວັດສະດຸຍ້ອນວ່າມັນເຢັນແນະນໍາການປ່ຽນແປງໃນຂະຫນາດຂອງພາກສ່ວນສຸດທ້າຍ. ປະກົດການນີ້, ເອີ້ນວ່າການຫົດຕົວຂອງ casting, ເປັນຜົນມາຈາກການເຮັດສັນຍາຂອງໂລຫະຍ້ອນວ່າມັນປ່ຽນຈາກຂອງແຫຼວໄປສູ່ສະພາບແຂງ.
- ບັນຫາສະພາ: ສໍາລັບພາກສ່ວນທີ່ຕ້ອງການການປະກອບ, ການຫລໍ່ສາມາດນໍາສະເຫນີສິ່ງທ້າທາຍຕື່ມອີກ. ການປະກອບສະລັບສັບຊ້ອນມັກຈະຈໍາເປັນຕ້ອງ brazing ຫຼືການເຊື່ອມໂລຫະ, ຂະບວນການທີ່ສາມາດແນະນໍາຄວາມບໍ່ແນ່ນອນແລະປະນີປະນອມຄວາມສົມບູນຂອງພາກສ່ວນ.
- ຄວາມອ່ອນໄຫວຂອງວັດສະດຸ ແລະອຸນຫະພູມ: ຄວາມຖືກຕ້ອງຂອງການຫລໍ່ຍັງໄດ້ຮັບຜົນກະທົບຈາກປະເພດຂອງວັດສະດຸທີ່ຖືກນໍາໃຊ້ແລະອຸນຫະພູມທີ່ມັນຖືກຖອກ. ການປ່ຽນແປງເລັກນ້ອຍຂອງອຸນຫະພູມຫຼືຄຸນນະພາບວັດສະດຸສາມາດເຮັດໃຫ້ເກີດຄວາມບໍ່ສອດຄ່ອງໃນສ່ວນສຸດທ້າຍ.
ການພິມ 3D ໂລຫະ: ຄວາມແມ່ນຍໍາແລະຄວາມສອດຄ່ອງ
ການພິມໂລຫະ 3D ດີເລີດເມື່ອມັນມາກັບຄວາມຊັດເຈນ. ການນໍາໃຊ້ຂອງlaser sintering(ໃນຂະບວນການເຊັ່ນ DMLS) ອະນຸຍາດໃຫ້ຄວບຄຸມອັນດີຂອງພາກສ່ວນຂະຫນາດ, ການຜະລິດພາກສ່ວນທີ່ປະຕິບັດຕາມຂໍ້ກໍານົດຂອງ CAD ຢ່າງໃກ້ຊິດ.
- ໃກ້ສູນການຫົດຕົວ: ຊິ້ນສ່ວນທີ່ພິມດ້ວຍໂລຫະ 3D ມີການຫົດຕົວໜ້ອຍທີ່ສຸດ, ຍ້ອນວ່າເລເຊີຈະ fuses ຜົງໂລຫະຢ່າງແນ່ນອນໃນສະພາບແວດລ້ອມທີ່ມີການຄວບຄຸມ, ຮັບປະກັນວ່າພາກສ່ວນຕ່າງໆຮັກສາຂະຫນາດທີ່ອອກແບບມາ.
- ຄວາມສອດຄ່ອງ: ນັບຕັ້ງແຕ່ການພິມ 3D ເປັນທີ່ສູງອັດຕະໂນມັດຂະບວນການ, ມັນສະຫນອງຜົນໄດ້ຮັບທີ່ສອດຄ່ອງໃນທົ່ວ batch ຫຼາຍ. ລະດັບການຄວບຄຸມນີ້ຮັບປະກັນວ່າແຕ່ລະພາກສ່ວນແມ່ນເກືອບຄືກັນໃນແງ່ຂອງຂະຫນາດ, ຮູບຮ່າງ, ແລະການສໍາເລັດຮູບດ້ານ.
ນອກຈາກນັ້ນ,ການພິມ 3Dຜົນປະໂຫຍດຈາກທັນທີຄໍາຄຶດຄໍາເຫັນຜ່ານການອອກແບບສໍາລັບການຜະລິດ (DFM)ເຄື່ອງມື, ເຊິ່ງວິເຄາະໄຟລ໌ CAD ເພື່ອຮັບປະກັນການຜະລິດແລະໃຫ້ຄໍາແນະນໍາໃນເວລາທີ່ແທ້ຈິງ.
ຂະຫນາດສ່ວນ: ແຕ່ລະຂະບວນການຈັດການກັບສ່ວນຂະຫນາດໃຫຍ່ຫຼືຂະຫນາດນ້ອຍແນວໃດ?
Casting: ເຫມາະສໍາລັບພາກສ່ວນຂະຫນາດໃຫຍ່
ການຫລໍ່ແບບດັ້ງເດີມແມ່ນເຫມາະສົມກັບການສ້າງຊິ້ນສ່ວນຂະຫນາດໃຫຍ່, ຍ້ອນວ່າມັນສາມາດຜະລິດລາຍການເຊັ່ນ:ຕັນເຄື່ອງຈັກ, ແຜ່ນໃບຄ້າຍຄື turbine, ແລະອົງປະກອບຂອງຂົວ. ຂະຫນາດແລະຄວາມທົນທານຂອງການຫລໍ່ເຮັດໃຫ້ມັນເປັນວິທີການໄປສູ່ການຜະລິດຊິ້ນສ່ວນຂະຫນາດໃຫຍ່, bulkyer.
ຢ່າງໃດກໍ່ຕາມ, ມີຂໍ້ຈໍາກັດກ່ຽວກັບຂະຫນາດຂອງຊິ້ນສ່ວນທີ່ສາມາດຖືກໂຍນລົງທາງເສດຖະກິດ. ການສ້າງ mold ສໍາລັບພາກສ່ວນຂະຫນາດໃຫຍ່ຮຽກຮ້ອງໃຫ້ມີການລົງທຶນທີ່ສໍາຄັນໃນອຸປະກອນ, ພື້ນທີ່, ແລະຊັບພະຍາກອນ.
ການພິມໂລຫະ 3D: ການຊຸກຍູ້ຂອບເຂດໃນຂະຫນາດ
ໃນຂະນະທີ່ການພິມໂລຫະ 3Dໂດຍທົ່ວໄປແລ້ວແມ່ນເປັນທີ່ຮູ້ຈັກກັນດີສໍາລັບການຜະລິດຊິ້ນສ່ວນຂະຫນາດນ້ອຍ, ຄວາມກ້າວຫນ້າທີ່ທັນສະໄຫມເຮັດໃຫ້ການຜະລິດອົງປະກອບຂະຫນາດໃຫຍ່ເຊັ່ນດຽວກັນ. ສູງຫຼາຍເຄື່ອງພິມໂລຫະ 3Dສາມາດສ້າງພາກສ່ວນຂະຫນາດໃຫຍ່ເທົ່າ31.5 ນິ້ວ x 15.7 ນິ້ວ x 19.7 ນິ້ວ (400mm x 800mm x 500mm). ຢ່າງໃດກໍຕາມ, ພາກສ່ວນຂະຫນາດໃຫຍ່ຍັງນໍາສະເຫນີ aເວລາພິມດົນກວ່າແລະອາດຈະຕ້ອງການການພິມຫຼາຍຄັ້ງສໍາເລັດ.
- ການຜະລິດແບບໂມດູນ: ສໍາລັບພາກສ່ວນຂະຫນາດໃຫຍ່,ການພິມໂລຫະ 3Dສະເຫນີຄວາມເປັນໄປໄດ້ໃນການສ້າງພາກສ່ວນຂະຫນາດນ້ອຍກວ່າທີ່ສາມາດປະກອບຕໍ່ມາໄດ້. ນີ້ສາມາດເປັນຫຼາຍຄຸ້ມຄ່າວິທີການປຽບທຽບກັບວິທີການແບບດັ້ງເດີມທີ່ຕ້ອງການ molds ຂະຫນາດໃຫຍ່.
ການພິຈາລະນາປະລິມານ: ປະລິມານຕໍ່າທຽບກັບການຜະລິດປະລິມານສູງ
Casting: ດີທີ່ສຸດສໍາລັບການຜະລິດປະລິມານສູງ
Casting ສ່ອງແສງໃນການຜະລິດປະລິມານສູງ. ຂະບວນການດັ່ງກ່າວກາຍເປັນຄ່າໃຊ້ຈ່າຍທີ່ມີປະສິດທິພາບຫຼາຍຂຶ້ນຍ້ອນວ່າຈໍານວນຊິ້ນສ່ວນເພີ່ມຂຶ້ນ. ຄ່າໃຊ້ຈ່າຍເບື້ອງຕົ້ນຂອງການສ້າງ moldສູງ, ແຕ່ເປັນຂະຫນາດການຜະລິດ, ຄ່າໃຊ້ຈ່າຍຕໍ່ຫົວຫນ່ວຍຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ.
ຢ່າງໃດກໍ່ຕາມ, ການສ້າງແມ່ພິມສໍາລັບການແລ່ນປະລິມານຕ່ໍາແມ່ນ aພາລະທາງການເງິນ. ຄ່າໃຊ້ຈ່າຍຂອງການຕິດຕັ້ງ mold ແລະເວລາລໍຖ້າສໍາລັບຄວາມອາດສາມາດ foundry ສາມາດເຮັດໃຫ້ແລ່ນຂະຫນາດນ້ອຍຂອງພາກສ່ວນ impractical.
ການພິມໂລຫະ 3D: ປະສິດທິພາບປະລິມານຕໍ່າ
ໃນທາງກົງກັນຂ້າມ, ການພິມ 3D ໂລຫະແມ່ນເຫມາະສົມສໍາລັບການຜະລິດປະລິມານຕ່ໍາ. ເນື່ອງຈາກວ່າບໍ່ມີຄວາມຈໍາເປັນສໍາລັບການ molds ຫຼືເຄື່ອງມື, ຜູ້ຜະລິດສາມາດສ້າງ batches ຂະຫນາດນ້ອຍຂອງພາກສ່ວນໂດຍບໍ່ມີການຄ່າໃຊ້ຈ່າຍເບື້ອງຕົ້ນຂອງການຫລໍ່ແບບດັ້ງເດີມ.
- ຄວາມຍືດຫຍຸ່ນໃນການຜະລິດ: ການພິມຫຼາຍພາກສ່ວນຂະຫນາດນ້ອຍພ້ອມກັນໃນຫນຶ່ງ batch ສາມາດເລັ່ງເວລາການຜະລິດ. ນອກຈາກນັ້ນ,DMLSແລະອື່ນໆການພິມ 3Dເຕັກນິກການອະນຸຍາດໃຫ້ສ້າງແບບຈໍາລອງແລະດັດແປງງ່າຍ, ກໍາຈັດຄວາມຕ້ອງການສໍາລັບການແກ້ໄຂຢ່າງກວ້າງຂວາງຫຼືຄວາມລ່າຊ້າ.
ເວລານໍາ: ເລັ່ງການຜະລິດ
ການຖ່າຍທອດ: ເວລານໍາຍາວ
ເວລານໍາໃນການຫລໍ່ແບບດັ້ງເດີມສາມາດຍາວທີ່ສຸດ, ໂດຍສະເພາະໃນເວລາທີ່molds ໃຫມ່ຕ້ອງການຫຼືເວລາໃດໂຮງໝໍມີລາຍຊື່ລໍຖ້າດົນນານ. ເຖິງແມ່ນວ່າທ່ານມີ mold ທີ່ມີຢູ່ແລ້ວ, ໄດ້ຂະບວນການຫລໍ່ຕົວຂອງມັນເອງສາມາດໃຊ້ເວລາຫຼາຍອາທິດຫຼືແມ້ກະທັ້ງເດືອນ, ໂດຍສະເພາະສໍາລັບພາກສ່ວນຂະຫນາດໃຫຍ່ຫຼື intricate. ນອກຈາກນັ້ນ, ຖ້າມີຄວາມຜິດພາດໃນ mold ຫຼືການອອກແບບ, ກໍານົດເວລາໃຫມ່.
ການພິມໂລຫະ 3D: ການຫັນປ່ຽນຢ່າງໄວວາ
ໃນທາງກົງກັນຂ້າມ,ການພິມໂລຫະ 3Dສະຫນອງການຫຼຸດຜ່ອນຢ່າງຫຼວງຫຼາຍໃນເວລານໍາ. ພາກສ່ວນສາມາດພິມໄດ້ເລື້ອຍໆພາຍໃນມື້, ເຖິງແມ່ນວ່າສໍາລັບຂະຫນາດໃຫຍ່, ອົງປະກອບທີ່ສັບສົນຫຼາຍ. ໃນຂະນະທີ່ພາກສ່ວນຂະຫນາດໃຫຍ່ອາດຈະໃຊ້ເວລາດົນກວ່າທີ່ຈະພິມ, ໄດ້ຄວາມຍືດຫຍຸ່ນແລະຄວາມໄວສະເຫນີໂດຍການຜະລິດເພີ່ມເຕີມແມ່ນບໍ່ກົງກັນເມື່ອປຽບທຽບກັບວິທີການພື້ນເມືອງ.
ຄໍາຮ້ອງສະຫມັກ: ວິທີການໃດທີ່ເຮັດວຽກທີ່ດີທີ່ສຸດສໍາລັບອຸດສາຫະກໍາທີ່ແຕກຕ່າງກັນ?
Casting: ກະດູກສັນຫຼັງຂອງອຸດສາຫະກໍາຫນັກ
ສຽງໂຫວດທັງຫມົດແບບດັ້ງເດີມຍັງສືບຕໍ່ຄອບງໍາອຸດສາຫະກໍາບ່ອນທີ່ຂະຫນາດສ່ວນແລະຄວາມເຂັ້ມແຂງມີຄວາມສໍາຄັນ. ມັນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາເຊັ່ນ:
- ການຂົນສົ່ງ: ຊິ້ນສ່ວນລົດຍົນເຊັ່ນ: ບຼັອກເຄື່ອງຈັກ, ປ່ຽງສາຍສົ່ງ ແລະ ສ່ວນປະກອບຂອງລະບົບລະງັບ.
- ຍານອາວະກາດ ແລະທະເລ: ອົງປະກອບເຊັ່ນ:ແຜ່ນໃບຄ້າຍຄື turbine, ໃບພັດ, ແລະພາກສ່ວນໂຄງສ້າງ.
- ເຄື່ອງຈັກຫນັກ: ພາກສ່ວນຂະຫນາດໃຫຍ່ທີ່ຕ້ອງການຄວາມເຂັ້ມແຂງແລະຄວາມທົນທານ, ເຊັ່ນລະບົບໄຮໂດຼລິກແລະອົງປະກອບຂອງເຄື່ອງຈັກ.
ອຸດສາຫະກໍາເຫຼົ່ານີ້ໄດ້ຮັບຜົນປະໂຫຍດຈາກຄວາມສາມາດໃນການຜະລິດຊິ້ນສ່ວນຂະຫນາດໃຫຍ່ທີ່ເຂັ້ມແຂງ, ເຖິງແມ່ນວ່າການອອກແບບອາດຈະບໍ່ຕ້ອງການລັກສະນະທີ່ສັບສົນ.
ການພິມໂລຫະ 3D: ການບຸກເບີກນະວັດຕະກໍາ
ກົງກັນຂ້າມ, ການພິມ 3D ໂລຫະມັກຈະຖືກນໍາໃຊ້ສໍາລັບພາກສ່ວນທີ່ຕ້ອງການຄວາມຊັດເຈນ, ການປັບແຕ່ງ, ຫຼືເລຂາຄະນິດທີ່ຊັບຊ້ອນ. ມັນມີບົດບາດສໍາຄັນໃນ:
- ການສ້າງຕົວແບບ: ຄວາມສາມາດໃນການຜະລິດ prototypes ຢ່າງໄວວາໃນໂລຫະຜະລິດລະດັບໄດ້ຫັນປ່ຽນວິທີການບໍລິສັດເຂົ້າຫາການພັດທະນາຜະລິດຕະພັນ.
- ຍານອາວະກາດ: ພາກສ່ວນທີ່ຊັບຊ້ອນເຊັ່ນແຜ່ນໃບຄ້າຍຄື turbine or nozzles ນໍ້າມັນເຊື້ອໄຟທີ່ຕ້ອງການຊ່ອງທາງຄວາມເຢັນພາຍໃນຫຼືຮູບຮ່າງທີ່ດີທີ່ສຸດ.
- ອຸປະກອນການແພດ: ການປູກຝັງແບບກຳນົດເອງ, ເຄື່ອງມືຜ່າຕັດ ແລະ ຂາທຽມທີ່ປັບແຕ່ງໃຫ້ເໝາະສົມກັບຮ່າງກາຍຂອງຄົນເຈັບ.
ວິທີການປະສົມ: ນໍາໃຊ້ທັງສອງວິທີການ
ຫນ້າສົນໃຈ, ບາງບໍລິສັດໃນປັດຈຸບັນກໍາລັງຄົ້ນຫາການປະສົມປະສານຂອງວິທີການຜະລິດທັງສອງ. ສໍາລັບຕົວຢ່າງ,ໂລຫະພິມ 3D moldsສາມາດໃຊ້ເພື່ອອໍານວຍຄວາມສະດວກການຫລໍ່, ໃຫ້ຜູ້ຜະລິດໄດ້ຮັບຜົນປະໂຫຍດຈາກຄວາມຍືດຫຍຸ່ນຂອງການຜະລິດເພີ່ມເຕີມແລະປະສິດທິພາບການຜະລິດຂອງການຫລໍ່ແບບດັ້ງເດີມ.
ການປຽບທຽບດ່ວນ: ການຫລໍ່ທຽບການພິມໂລຫະ 3D
| ລັກສະນະ | ການສົ່ງສັນຍານ | ການພິມໂລຫະ 3D |
|---|---|---|
| ເວລານໍາ | ຍາວ (ສາມາດເກີນຫນຶ່ງປີ) | ໄວ (ປົກກະຕິມື້ເປັນອາທິດ) |
| ຄວາມພ້ອມໃນການຜະລິດ | ໂຮງງານມີຈໍາກັດ, ຈອງລ່ວງຫນ້າ | ການຂະຫຍາຍຕົວຂອງເຄື່ອງຈັກ, ຄວາມສາມາດເພີ່ມຂຶ້ນ |
| ການປ່ຽນແປງສ່ວນ | ການປ່ຽນແປງຕ້ອງການ mold ໃຫມ່ | ການປ່ຽນແປງທັນທີຜ່ານການປັບປຸງ CAD |
| ຄ່າໃຊ້ຈ່າຍໃນການເລີ່ມຕົ້ນ | molds ລາຄາແພງ | ບໍ່ຈໍາເປັນຕ້ອງມີເຄື່ອງມື |
| ຄ່າໃຊ້ຈ່າຍໃນຊິ້ນສ່ວນ | ຕ່ໍາທີ່ມີປະລິມານສູງ | ສູງຂຶ້ນໃນປະລິມານຕ່ໍາ, ແຕ່ບໍ່ໄດ້ຫຼຸດລົງຫຼາຍກັບຂະຫນາດ |
| ທາງເລືອກວັດສະດຸ | ມີຫຼາກຫຼາຍຊະນິດ | ຈໍາກັດ, ແຕ່ຂະຫຍາຍດ້ວຍໂລຫະທີ່ສໍາຄັນເຊັ່ນອາລູມິນຽມ, titanium, ແລະສະແຕນເລດ |
ສະຫຼຸບ: ອະນາຄົດຂອງການຜະລິດໂລຫະ
ທັງສອງການພິມໂລຫະ 3Dແລະການຫລໍ່ພື້ນເມືອງສະເຫນີຂໍ້ໄດ້ປຽບທີ່ແຕກຕ່າງກັນຂຶ້ນຢູ່ກັບຄໍາຮ້ອງສະຫມັກ. ໃນຂະນະທີ່ການຫລໍ່ແບບດັ້ງເດີມຍັງຄົງເປັນທາງເລືອກທີ່ດີທີ່ສຸດສໍາລັບພາກສ່ວນຂະຫນາດໃຫຍ່, ງ່າຍດາຍທີ່ຜະລິດໃນປະລິມານສູງ,ການພິມໂລຫະ 3Dexcels ໃນ realm ຂອງການປັບແຕ່ງ, ຄວາມສັບສົນ, ແລະລະດັບສຽງຕໍ່າຫາປານກາງແລ່ນ.
As ການຜະລິດເພີ່ມເຕີມສືບຕໍ່ພັດທະນາ, ຄວາມຍືດຫຍຸ່ນແລະປະສິດທິພາບຂອງການພິມໂລຫະ 3D ແມ່ນກຽມພ້ອມທີ່ຈະທ້າທາຍຄວາມສູງສຸດຂອງການຫລໍ່ແບບດັ້ງເດີມ, ໂດຍສະເພາະໃນອຸດສາຫະກໍາທີ່ຕ້ອງການຄວາມແມ່ນຍໍາແລະຄວາມໄວ.
ສໍາລັບບໍລິສັດຈໍານວນຫຼາຍ, ໃນອະນາຄົດອາດຈະກ່ຽວຂ້ອງກັບ aວິທີການປະສົມ, ສົມທົບທີ່ດີທີ່ສຸດຂອງໂລກທັງສອງ. ບໍ່ວ່າທ່ານຈະເລືອກການພິມ 3D ໂລຫະ, ການຫລໍ່ແບບດັ້ງເດີມ, ຫຼືປະສົມປະສານຂອງທັງສອງ, ຄວາມເຂົ້າໃຈຄວາມເຂັ້ມແຂງແລະຂໍ້ຈໍາກັດຂອງແຕ່ລະຂະບວນການຈະຊ່ວຍໃຫ້ທ່ານຕັດສິນໃຈທີ່ມີຂໍ້ມູນທີ່ສຸດສໍາລັບຄວາມຕ້ອງການການຜະລິດຂອງທ່ານ.
ເວລາປະກາດ: 22-01-2025


