Prevención de defectos enmoldeo por inxección de plásticoé fundamental para garantir a calidade e a eficiencia do proceso de fabricación. A continuación, amósanse catro consellos esenciais para axudar a evitar defectos comúns:
Optimizar os parámetros de moldeo por inxección
- Presión e velocidade de inxecciónAsegúrate de que a presión e a velocidade da inxección estean axustadas segundo o material e o molde. Unha presión demasiado alta pode provocar un sobreempaquetado, mentres que unha presión demasiado baixa pode provocar un recheo incompleto.
- Temperatura do moldeManter o molde á temperatura axeitada é fundamental. Un molde demasiado frío pode provocar que o material solidifique demasiado rápido, o que pode provocar inxeccións curtas ou recheos incompletos. Por outra banda, a calor excesiva pode provocar rebabados.
- Tempo de arrefriamentoAxuste o tempo de arrefriamento para permitir que a peza solidifique correctamente sen sobrearrefriar, o que pode causar deformacións ou contraccións.
Manter a calidade e a limpeza do mofo
- Inspección regularInspeccione rutineiramente o molde para detectar signos de desgaste, como núcleos rachados, pasadores de expulsión desgastados ou desalineamento, para evitar defectos que poidan afectar o produto final.
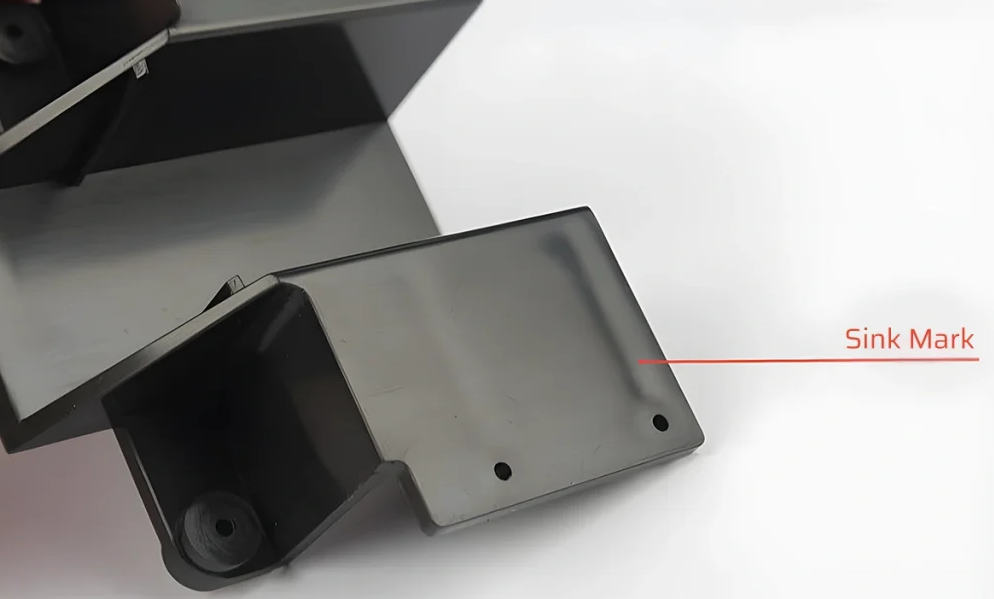
- Limpeza de mofoLimpe o molde regularmente para eliminar aceites, residuos e refugallos que poidan obstruír as aberturas de ventilación ou interromper o fluxo de material, causando defectos como queimaduras ou marcas de afundimento.
Usar unha manipulación axeitada de materiais
- Secado da resinaMoitas resinas plásticas absorben humidade, o que pode provocar burbullas ou marcas de ensanchamento durante a inxección. Asegúrate de que a resina estea completamente seca antes do seu uso.
- Calidade do materialEmpregue sempre materiais de alta calidade que cumpran as súas especificacións. Os contaminantes ou as variacións na composición do material poden provocar problemas de fluxo e inconsistencias dimensionais no produto final.
Deseño para a fabricabilidade
- Consistencia do grosor da paredeAsegúrate de que o deseño da peza presente grosores de parede consistentes para evitar problemas como deformacións, marcas de afundimento ou proxeccións curtas. Prefírense as transicións graduais de grosor a cambios bruscos.
- VentilaciónUnha ventilación axeitada no molde evita as trampa de aire, que poden provocar queimaduras ou un recheo desigual. Asegúrate de que as ventilacións teñan o tamaño axeitado para o molde e o material.
- Deseño de porta e corredorUnhas comportas e corredores ben deseñados son cruciais para un fluxo de materiais eficiente e poden axudar a reducir a probabilidade de defectos como liñas de soldadura ou recheo irregular.
Ao optimizar estes aspectos do proceso de moldeo por inxección, podes reducir os defectos, mellorar a calidade das pezas e aumentar a eficiencia xeral da túa operación de fabricación.
Data de publicación: 27 de febreiro de 2025


