
It gebiet fan produksje is lang dominearre troch tradisjonele giettechniken, in ieuwenâld proses dat him oer ieuwen hinne ûntwikkele hat. De komst fan 3D-printtechnology foar metaal hat lykwols in revolúsje feroarsake yn hoe't wy it meitsjen fan metalen ûnderdielen oanpakke. De ferliking tusken dizze twa produksjemetoaden - 3D-printsjen foar metaal en tradisjoneel gieten - ûntfoldet in ferhaal fan kontrast, wêrby't âlde en moderne techniken stride om de oerhearsking yn in ferskaat oan yndustryen.
Yn dizze detaillearre ferliking sille wy de fûnemintele ferskillen tusken ûndersykjeDirekt metaallasersinterjen (DMLS), in populêre metoade yn 3D-printsjen fan metaal, en tradisjoneel gieten. Troch dizze ferkenning sille wy yngean op hoe't faktoaren lykasûnderdielûntwerp, produksjehoeveelheden, enlevertidenynfloed hawwe op jo kar foar produksjeproses.
De basis begripe: 3D-printsjen fan metaal vs. tradisjoneel gieten
Foardat wy yngeane op 'e ferskillen tusken dizze twa produksjeprosessen, litte wy in basisline fêststelle troch te sjen nei hoe't se wurkje yn har ienfâldichste foarmen.
Tradisjoneel jitten: In ieuwenâld proses
Gieten is in tiid-eare technyk wêrby't smelten metaal (of plestik) yn in mal getten wurdt dy't de holte fan 'e definitive foarm fan it ûnderdiel befettet. Mei de tiid koelt it floeibere metaal ôf, wurdt fêst en nimt de foarm fan 'e mal oan. It fêste ûnderdiel wurdt dan út 'e mal helle, wêrnei't ôfwurkingswurk, lykas masinearjen of polijsten, nedich wêze kin.
Wylst tradisjoneel gieten hege betrouberens biedt foar produksje op grutte skaal, is it inrelatyf stadich prosesIt meitsjen fan mallen kin djoer en tiidslinend wêze, en de ôfkuollings- en stollingsfaze is faak stadich. Derneist kin de needsaak foar lêste oanpassingen de totale tiidsline ferlingje.
3D-printsjen fan metaal: in laach-foar-laach-oanpak
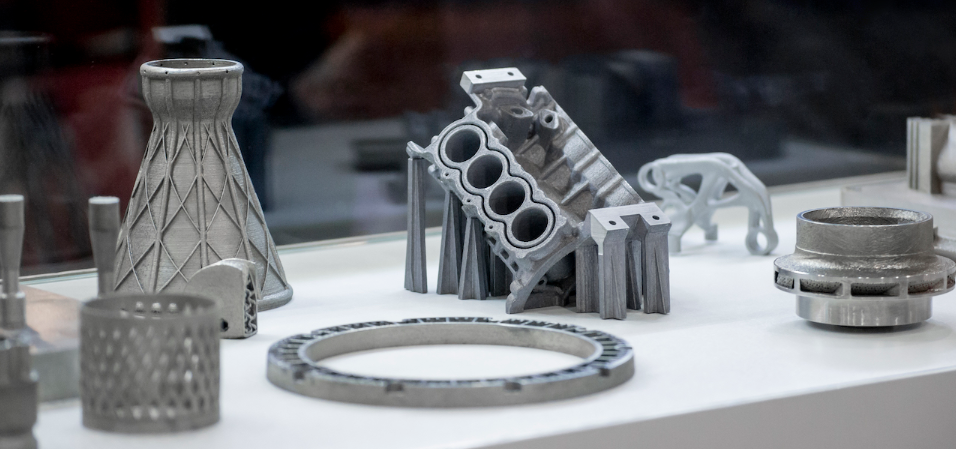
Yn tsjinstelling, brûkt 3D-printsjen fan metaaladditive produksjeom ûnderdielen laach foar laach te bouwen. Dit proses omfettet typyskpoeiermetaal or metalen filamentendy't selektyf oaninoar fusearre wurde troch krêftige lasers of oare enerzjyboarnen. Nei't elke laach foltôge is, beweecht it bouplatfoarm wat nei ûnderen, en wurdt in nije laach poeier ôfset.
Dizze laach-foar-laach-oanpak biedt enoarme fleksibiliteit, wêrtroch't ûnderdielen makke wurde kinne meiyngewikkelde geometryenen hege presyzje. Wylst it printproses sels tiidslinend wêze kin - foaral foar gruttere ûnderdielen - binne de resultaten faak better as de presyzje en kompleksiteit dy't tradisjoneel gieten leverje kin.
Wichtige faktoaren om te beskôgjen: ûnderdielûntwerp, hoemannichten en levertiden
It beslút om te brûkenmetaal 3D-printsjentsjintradisjonele gietenhinget ôf fan in pear krityske faktoaren, ynklusyf dekompleksiteit fan it ûnderdielûntwerp, dekwantiteit fan ûnderdielen nedich, en delevertidenfereaske foar levering. Litte wy dizze faktoaren yn mear detail ûndersykje.
Underdielûntwerp: Hokker proses behannelet kompleksiteit better?
Gieten: Geskikt foar ienfâldige ûnderdielen
Gieten is in poerbêste kar foar it meitsjen fan ûnderdielen meiienfâldige geometryenof ûnderdielen dy't gjin yngewikkelde ynterne funksjes fereaskje. As it ûntwerp fan it ûnderdiel relatyf ienfâldich is, kin jitten effisjint en kosteneffektyf wêze. As de kompleksiteit fan it ûnderdiel lykwols tanimt, hat tradisjoneel jitten te krijen mei bepaalde beheiningen.
- Beperkingen yn stream en detail: By it omgean meilytse of yngewikkelde funksjes, gieten wurdt problematysk. Floeiber metaal hat muoite om yn lytse kanalen of yngewikkelde holtes yn 'e mal te streamen, wat faak resulteart ynûnfolsleine of min foarme ûnderdielenBygelyks, ûnderdielen mei tinne muorren, ynterne holtes of komplekse geometryen kinne miskien net goed foarme wurde troch jitten.
- Beperkingen foar skimmelûntwerpDerneist presintearret de mal sels beheiningen. Komplekse mallen binne net allinich djoer en tiidslinend om te meitsjen, mar fereaskje ek soarchfâldige beskôging fan faktoaren lykas materiaalstream, koelsnelheden en krimp tidens stolling.
Metaal 3D-printsjen: Frijheid yn kompleksiteit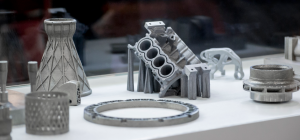
Yn tsjinstelling,metaal 3D-printsjenbloeit by it omgean mei komplekse en yngewikkelde ûntwerpen. It laach-foar-laach-proses stelt fabrikanten yn steat om ûnderdielen te meitsjen meifyn ynterne struktueren, komplekse geometryen, enoanpaste funksjesdat soe hast ûnmooglik te berikken wêze troch casting.
- Yngewikkelde ûntwerpenLytse gatten, holtes of ynterne kanalen - funksjes dy't lestich te jitten wêze soene - kinne sûnder muoite makke wurde yn in 3D-printe ûnderdiel.
- OanpassingAs jo ûntwerp faak oanpassingen of iteraasjes fereasket, makket 3D-printsjen fan metaal rappe oanpassingen mooglik sûnder nije mallen of ark nedich te hawwen. Upload gewoan in nij ûntwerpbestân en gean troch mei it produksjeproses.
Boppedat,3D-printsjenstipet mearynnovative geometryenlykasroasterstrukturen, ynterne koelkanalen, en organyske foarmen dy't materiaalgebrûk ferminderje en ûnderdielprestaasjes ferbetterje.
Krektens: Hokker proses leveret bettere presyzje?
Gieten: Útdagings mei tolerânsjes en krimp
As it giet om krektens,tradisjonele gietenkin in útdaging wêze. Hoewol it gieten ridlik hege tolerânsjes berikke kin, dekrimp fan it materiaalas it ôfkuolet, yntrodusearret fariaasje yn 'e ôfmjittings fan it definitive ûnderdiel. Dit ferskynsel, bekend askrimp fan it gieten, is in gefolch fan it gearlûken fan it metaal as it oergiet fan in floeibere nei in fêste steat.
- GearkomsteproblemenFoar ûnderdielen dy't gearstalling nedich binne, kin jitten fierdere útdagings opleverje. Komplekse gearstallingen fereaskje faak solderen of lassen, prosessen dy't ûnkrektens kinne yntrodusearje en de algemiene yntegriteit fan it ûnderdiel yn gefaar bringe kinne.
- Materiaal- en temperatuergefoelichheidDe krektens fan it jitten wurdt ek beynfloede troch it type materiaal dat brûkt wurdt en de temperatuer wêrby't it getten wurdt. In lytse fariaasje yn temperatuer of materiaalkwaliteit kin ynkonsistinsjes yn it definitive ûnderdiel feroarsaakje.
3D-printsjen fan metaal: presyzje en konsistinsje
3D-printsjen fan metaal blinkt út as it giet omkrektensIt gebrûk fanlasersinterjen(yn prosessen lykas DMLS) makket fyn kontrôle oer it ûnderdiel mooglikôfmjittings, produsearje ûnderdielen dy'tfolgje nau oan CAD-spesifikaasjes.
- Krimp hast nulMetalen 3D-printe ûnderdielen litte minimale krimp sjen, om't de laser it metaalpoeier presys yn in kontroleare omjouwing fusearret, wêrtroch't derfoar soarge wurdt dat ûnderdielen har ûntworpen ôfmjittings behâlde.
- KonsistinsjeOmdat 3D-printsjen in tige wichtige faktor isautomatisearreproses, it biedt konsekwinte resultaten oer meardere batches. Dit nivo fan kontrôle soarget derfoar dat elk ûnderdiel hast identyk is yn termen fan grutte, foarm en oerflakteôfwerking.
Derneist,3D-printsjenfoardielen fan direktefeedbacktrochUntwerp foar produksje (DFM)ark, dy't it CAD-bestân analysearje om produsearberens te garandearjen en oanbefellings yn realtime te jaan.
Dielgrutte: Hoe behannelet elk proses grutte of lytse ûnderdielen?
Gieten: Ideaal foar gruttere ûnderdielen
Tradisjoneel gieten is tige geskikt foar it meitsjen fan grutte ûnderdielen, om't it effisjint items kin produsearje lykasmotorblokken, turbineblêden, enbrêgekomponintenDe skaal en robuustheid fan jitten meitsje it de go-to-metoade foar it produsearjen fan grutte, gruttere ûnderdielen.
Der is lykwols in beheining oan 'e skaal fan ûnderdielen dy't ekonomysk getten wurde kinne. It meitsjen fan in mal foar in massyf ûnderdiel fereasket in flinke ynvestearring yn apparatuer, romte en middels.
Metaal 3D-printsjen: Grinzen yn grutte ferskowe
Wylstmetaal 3D-printsjenis oer it algemien better bekend om it produsearjen fan lytsere ûnderdielen, moderne foarútgong makket de produksje fan gruttere komponinten ek mooglik. In protte high-end3D metaalprinterskinne ûnderdielen meitsje sa grut as31,5 inch x 15,7 inch x 19,7 inch (400 mm x 800 mm x 500 mm)Grutte dielen presintearje lykwols noch inlangere printtiiden miskien fereaskjemeardere printsesjesom te foltôgjen.
- Modulêre produksjeFoar grutte ûnderdielen,metaal 3D-printsjenbiedt de mooglikheid om lytsere seksjes te meitsjen dy't letter yninoar set wurde kinne. Dit kin in mearkosteneffektyfoanpak yn ferliking mei tradisjonele metoaden dy't massive mallen fereaskje.
Kwantiteitsoerwagings: Leechvolume vs. Heechvolumeproduksje
Casting: Bêst foar produksje mei hege folume
Gieten skynt yn produksje fan grutte folumes. It proses wurdt kosteneffektiver as it oantal ûnderdielen tanimt. De earste kosten fanskimmel skeppingbinne heech, mar as de produksje opskaalt, sakket de kosten per ienheid dramatysk.
It meitsjen fan mallen foar leechfolume runs is lykwols infinansjele lêstDe kosten fan 'e foarmopstelling en de wachttiid foar jitterijkapasiteit kinne lytse oplages fan ûnderdielen net praktysk meitsje.
3D-printsjen fan metaal: effisjinsje by leech folume
Yn tsjinstelling, metaal 3D-printsjen is ideaal foarproduksje fan leech folumeOmdat der gjin ferlet is fan mallen of ark, kinne fabrikanten lytse partijen ûnderdielen meitsje sûnder de earste overheadkosten fan tradisjoneel jitten.
- Fleksibiliteit yn produksjeIt tagelyk printsjen fan meardere lytsere ûnderdielen yn ien batch kin de produksjetiden fersnelle. Fierder,DMLSen oare3D-printsjentechniken meitsje maklike prototyping en oanpassingen mooglik, wêrtroch't de needsaak foar wiidweidige opnij ynrjochting of fertragingen eliminearre wurdt.
Leadtiden: Produksje fersnelle
Gieten: Lange levertiden
Levertiden yn tradisjoneel gieten kinne ekstreem lang wêze, foaral asnije mallenbinne ferplicht of wanneargieterijenhawwe lange wachtlisten. Sels as jo al in besteande skimmel hawwe, degietprosessels kin ferskate wiken of sels moannen duorje, foaral foar grutte of yngewikkelde ûnderdielen. Fierder, as der flaters yn 'e mal of it ûntwerp binne, wurdt de tiidline weromset.
Metaal 3D-printsjen: Snelle omkeartiid
Oan 'e oare kant,metaal 3D-printsjensoarget foar in dramatyske fermindering fan leadtiid. Underdielen kinne faak binnen printe wurdedagen, sels foar gruttere, kompleksere ûnderdielen. Wylst gruttere ûnderdielen langer duorje om te printsjen, defleksibiliteit en snelheidoanbean troch additive manufacturing isûnfergelykberyn ferliking mei tradisjonele metoaden.
Tapassingen: Hokker metoade wurket it bêste foar ferskate yndustryen?
Gieten: De rêchbonke fan 'e swiere yndustry
Tradisjonele gieterijen bliuwe de yndustry dominearje dêr't deûnderdielgrutteensterktebinne kritysk. It wurdt breed brûkt yn yndustryen lykas:
- TransportAuto-ûnderdielen lykas motorblokken, transmissiebehuizingen en ophangingskomponinten.
- Loftfeart en MarineKomponinten lykasturbineblêden, propellers, enstrukturele ûnderdielen.
- Swiere masinesGrutte ûnderdielen dy't nedich binnesterkteenduorsumens, lykashydraulyske systemenenmotorûnderdielen.
Dizze yndustryen profitearje fan it fermogen fan jitten om robuuste, grutskalige ûnderdielen te produsearjen, sels as it ûntwerp miskien gjin yngewikkelde funksjes fereasket.
Metaal 3D-printsjen: baanbrekkende ynnovaasje
Omkeard wurdt metaal 3D-printsjen faak brûkt foar ûnderdielen dy't nedich binnekrektens, oanpassing, ofkomplekse geometryenIt hat in wichtige rol yn:
- PrototypingDe mooglikheid om prototypes fluch te produsearjen ynmetalen fan produksjekwaliteithat de manier wêrop bedriuwen produktûntwikkeling oanpakke feroare.
- LoftfeartKomplekse ûnderdielen lykasturbineblêden or brânstofspuitkoppendy't ynterne koelkanalen of optimalisearre foarmen fereaskje.
- Medyske apparatenOanpaste ymplantaten, sjirurgyske ark en prothesen ôfstimd op 'e anatomy fan' e pasjint.
Hybride oanpakken: beide metoaden brûke
Nijsgjirrich is dat guon bedriuwen no de kombinaasje fan beide produksjemetoaden ûndersykje. Bygelyks,metalen 3D-printe mallenkin brûkt wurde om te fasilitearjengieten, wêrtroch fabrikanten profitearje kinne fan 'e fleksibiliteit fan additive manufacturing en de produksjeeffisjinsje fan tradisjoneel jitten.
Fluch ferliking: Gieten vs. metaal 3D-printsjen
| Karakteristyk | Gieten | Metaal 3D-printsjen |
|---|---|---|
| Leadtiden | Lang (kin mear as in jier wêze) | Fluch (meastal dagen oant wiken) |
| Produksjebeskikberens | Beheinde jitterijen, foarôf reservearre | Groeiend oantal masines, tanimmende kapasiteit |
| Dielwizigingen | Feroarings freegje om nije mallen | Direkte feroarings fia CAD-updates |
| Opstartkosten | Djoere mallen | Gjin ark nedich |
| Kosten per stik | Leger mei hege hoemannichten | Heger by lege hoemannichten, mar nimt net folle ôf mei skaal |
| Materiaalkeuze | Breed ferskaat beskikber | Beheind, mar útwreidzjend mei wichtige metalen lykas aluminium, titanium en roestfrij stiel |
Konklúzje: De takomst fan metaalproduksje
Beidemetaal 3D-printsjenentradisjonele gietenbiede ûnderskate foardielen ôfhinklik fan 'e tapassing. Wylst tradisjoneel gieten de bêste kar bliuwt foar grutte, ienfâldige ûnderdielen dy't yn hege folumes produsearre wurde,metaal 3D-printsjenútblinkt yn it ryk fanoanpassing, kompleksiteit, enleech oant middelgrutte folume runs.
As additive produksjeWylst de fleksibiliteit en effisjinsje fan 3D-printsjen fan metaal him hieltyd fierder ûntjout, steane se klear om de supremasy fan tradisjoneel jitten út te daagjen, benammen yn yndustryen dy't presyzje en snelheid freegje.
Foar in protte bedriuwen kin de takomst inhybride oanpak, en kombinearret it bêste fan beide wrâlden. Oft jo no kieze foar 3D-printsjen fan metaal, tradisjoneel jitten, of in kombinaasje fan beide, it begripen fan 'e sterke en beheinde punten fan elk proses sil jo helpe om de meast ynformearre beslút te nimmen foar jo produksjebehoeften.
Pleatsingstiid: 22 jannewaris 2025


