Prévenir les défauts dansmoulage par injection plastiqueest essentielle pour garantir la qualité et l'efficacité du processus de fabrication. Voici quatre conseils essentiels pour éviter les défauts courants :
Optimiser les paramètres de moulage par injection
- Pression et vitesse d'injectionAssurez-vous que la pression et la vitesse d'injection sont adaptées au matériau et au moule. Une pression trop élevée peut entraîner un sur-remplissage, tandis qu'une pression trop faible peut entraîner un remplissage incomplet.
- Température du mouleMaintenir le moule à la bonne température est crucial. Un moule trop froid peut entraîner une solidification trop rapide du matériau, ce qui peut entraîner des injections incomplètes ou des remplissages incomplets. À l'inverse, une chaleur excessive peut provoquer des bavures.
- Temps de refroidissement: Ajustez le temps de refroidissement pour permettre à la pièce de se solidifier correctement sans surrefroidissement, ce qui peut provoquer une déformation ou un rétrécissement.
Maintenir la qualité et la propreté du moule
- Inspection régulière:Inspectez régulièrement le moule pour détecter tout signe d'usure, tel que des noyaux fissurés, des broches d'éjection usées ou un mauvais alignement, afin d'éviter les défauts qui pourraient affecter le produit final.
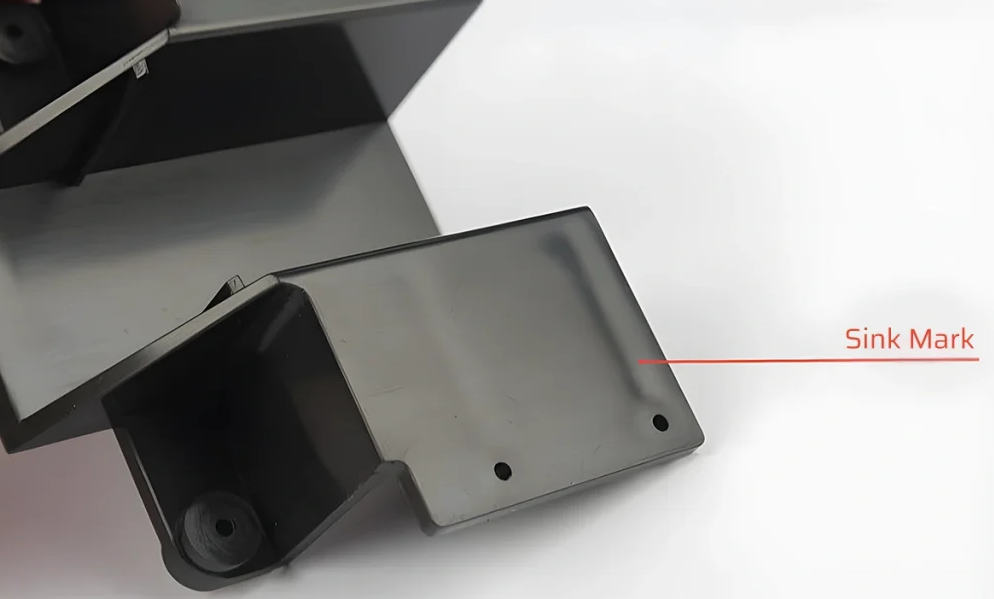
- Nettoyage des moisissures:Nettoyez régulièrement le moule pour éliminer les huiles, les résidus et les débris qui pourraient obstruer les évents ou perturber le flux de matériau, provoquant potentiellement des défauts tels que des brûlures ou des marques d'affaissement.
Utiliser une manutention appropriée des matériaux
- Séchage de la résineDe nombreuses résines plastiques absorbent l'humidité, ce qui peut entraîner des bulles ou des traces d'éclaboussures lors de l'injection. Assurez-vous que la résine est parfaitement sèche avant utilisation.
- Qualité des matériauxUtilisez toujours des matériaux de haute qualité conformes à vos spécifications. La présence de contaminants ou de variations dans la composition des matériaux peut entraîner des problèmes d'écoulement et des incohérences dimensionnelles dans le produit final.
Conception pour la fabricabilité
- Consistance de l'épaisseur de la paroiAssurez-vous que la conception de la pièce présente des épaisseurs de paroi constantes afin d'éviter les problèmes tels que le gauchissement, les retassures ou les projections courtes. Privilégiez les transitions d'épaisseur progressives aux changements brusques.
- VentilationUne ventilation adéquate du moule évite les accumulations d'air, sources de brûlures ou de remplissage irrégulier. Assurez-vous que les ouvertures d'aération sont adaptées au moule et au matériau.
- Conception de portes et de glissières:Des portes et des glissières bien conçues sont essentielles pour un flux de matériaux efficace et peuvent aider à réduire le risque de défauts tels que des lignes de soudure ou un remplissage inégal.
En optimisant ces aspects du processus de moulage par injection, vous pouvez réduire les défauts, améliorer la qualité des pièces et augmenter l’efficacité globale de votre opération de fabrication.
Date de publication : 27 février 2025


