Прадухіленне дэфектаў уліццё пластыка пад ціскамз'яўляецца ключом да забеспячэння якасці і эфектыўнасці вытворчага працэсу. Ніжэй прыведзены чатыры важныя парады, якія дапамогуць пазбегнуць распаўсюджаных дэфектаў:
Аптымізацыя параметраў ліцця пад ціскам
- Ціск і хуткасць упырскуПераканайцеся, што ціск і хуткасць упырску адрэгуляваны ў адпаведнасці з матэрыялам і формай. Занадта высокі ціск можа прывесці да празмернага напаўнення, а занадта нізкі — да няпоўнага.
- Тэмпература цвіліВельмі важна падтрымліваць належную тэмпературу формы. Занадта халодная форма можа прывесці да занадта хуткага зацвярдзення матэрыялу, што прывядзе да няпоўных запаўненняў або недакладных выліванняў. З іншага боку, празмернае нагрэў можа выклікаць абвальванне.
- Час астуджэнняАдрэгулюйце час астуджэння, каб дэталь магла правільна зацвярдзець без пераахалоджвання, якое можа прывесці да дэфармацыі або ўсаджвання.
Падтрымлівайце якасць і чысціню цвілі
- Рэгулярная праверкаРэгулярна правярайце форму на наяўнасць прыкмет зносу, такіх як трэшчыны на стрыжнях, зношаныя штыфты выкідальніка або няправільнае сумяшчэнне, каб прадухіліць дэфекты, якія могуць паўплываць на канчатковы прадукт.
- Ачыстка ад цвіліРэгулярна чысціце форму, каб выдаліць алеі, рэшткі і смецце, якія могуць закаркаваць вентыляцыйныя адтуліны або парушыць паток матэрыялу, што можа прывесці да дэфектаў, такіх як сляды ад апёкаў або западзін.
Выкарыстоўвайце належную апрацоўку матэрыялаў
- Сушка смалыМногія пластыкавыя смалы ўбіраюць вільгаць, што можа прывесці да ўзнікнення бурбалак або разбрызгаў падчас ін'екцыі. Перад выкарыстаннем пераканайцеся, што смала цалкам высахла.
- Якасць матэрыялуЗаўсёды выкарыстоўвайце высакаякасныя матэрыялы, якія адпавядаюць вашым патрабаванням. Забруджванні або адрозненні ў складзе матэрыялу могуць прывесці да праблем з цякучасцю і неадпаведнасцей памераў гатовага прадукту.
Дызайн для тэхналагічнасці
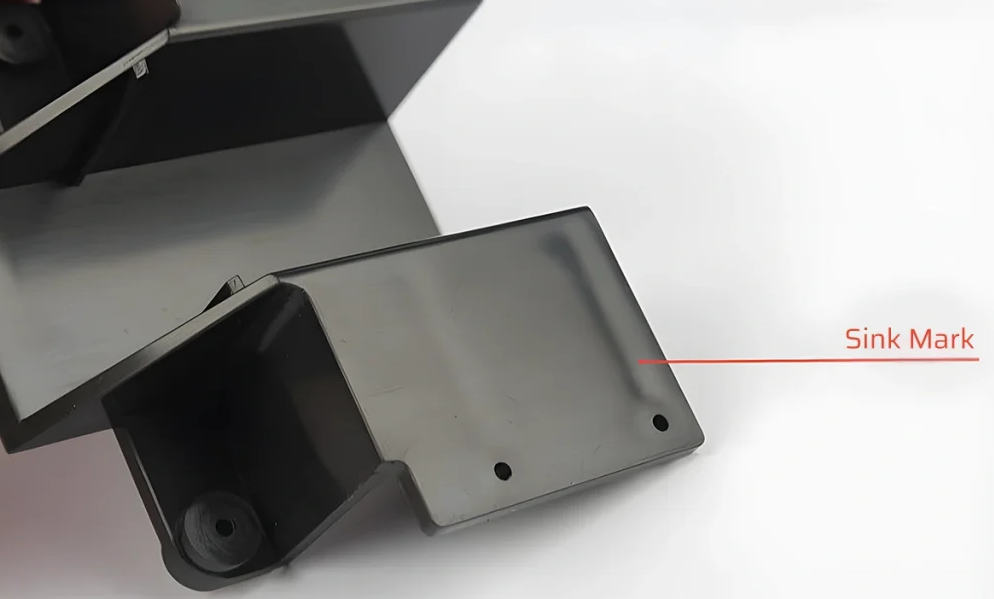
- Таўшчыня сценкі паслядоўнасціПераканайцеся, што канструкцыя дэталі мае аднолькавую таўшчыню сценак, каб пазбегнуць такіх праблем, як дэфармацыя, сляды ад западзін або кароткія ўдары. Паступовыя пераходы ў таўшчыні пераважнейшыя за рэзкія змены.
- ВентыляцыяПравільная вентыляцыя ў форме прадухіляе ўтварэнне паветраных пастак, якія могуць прывесці да слядоў ад апёкаў або нераўнамернага запаўнення. Пераканайцеся, што вентыляцыйныя адтуліны маюць адпаведны памер для формы і матэрыялу.
- Дызайн варот і бегункоўДобра распрацаваныя засаўкі і накіроўвалыя маюць вырашальнае значэнне для эфектыўнага патоку матэрыялу і могуць дапамагчы знізіць верагоднасць дэфектаў, такіх як лініі зваркі або нераўнамернае запаўненне.
Аптымізуючы гэтыя аспекты працэсу ліцця пад ціскам, вы можаце паменшыць колькасць дэфектаў, палепшыць якасць дэталяў і павысіць агульную эфектыўнасць вашай вытворчай аперацыі.
Час публікацыі: 27 лютага 2025 г.


